APARELHO DE INSPEÇÃO DE "HARD SPOT" - Versão Português -
Página 67/84
Instruções de Operação e Manutenção
traduzido e adaptado de: https://app.box.com/s/c6qfgtuhfg1yd2ottrfum98x8jmg7rn3
| Aparelho
de Inspeção de "Hard spot" • PLAMAT-M • 18201 |
|
| Insruções de Operação e Manutenção • V2.0 |
| Procedimento de calibração
|
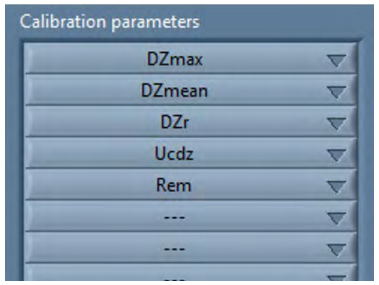
5.5 Parâmetros de calibração recomendados
Os
seguintes parâmetros de calibração são atualmente considerados como um
conjunto suficiente de ajustes necessários para a inspeção:
5.6 Referência
Tipicamente, duas abordagens diferentes podem ser consideradas para fins de referência/calibração e para verificações de desempenho:
- Chapa de referência
- Avaliação mecânica
Ambos são considerados a seguir de forma resumida.
5.6.1 Chapa de Referência
O fabricante de
aço pode produzir e utilizar chapas para fins de referência/calibração.
Essas chapas de referência devem ser de aço de qualidade conhecida com
um conjunto de pontos duros ("hard spot") representativos.
As chapas de referência permitem diferenciar entre o material base (OK)
e os pontos duros ("hard spots", NOK) e, portanto, validar a
classificação correta das áreas OK/NOK na chapa de referência.
|
5.6.2 Avaliação mecânica
Uma alternativa a validação via chapas de referência é a avaliação mecânica como metodologia de referência. As principais características são:
• Método de referência
• avaliação local da dureza mecânica na chapa
• medidor de dureza Leeb é recomendado
• Variação nas medições de dureza
• maior quantidade de medições de dureza na placa do que no caso do uso da placa de referência
• o valor médio obtido no medidor de dureza Leeb se correlaciona bem com o valor de dureza real da chapa
• Número de medições de referência
• pelo menos 10 medições de referência por área de 10x10 mm²
•
a distância mínima entre duas inspeções de dureza Leeb (obtida no
manual do instrumento de medida de dureza) deve ser considerada
| ROSEN e IZfP Página 67 de
84 |
Confidencial! |
|