No. |
Questões | [Ref] |
| 1 |
 Qual das opções abaixo é a explicação do manual de operação e manutenção para realizar a calibração do sistema de detecção de pontos duros?
Qual das opções abaixo é a explicação do manual de operação e manutenção para realizar a calibração do sistema de detecção de pontos duros?
|
[HSU56] |
| a) Fornecer informações do estado de integridade do sistema para realizar as medições | ||
| b) Verificar se o aparelho continua funiconando tão bem quanto quando foi pela ultima vez desligado | ||
| c) Permitir a deteminação da propriedade dureza do material ensaiado | ||
| d) Permitir que o aparelho atinja a temperatura de operação antes do inicio de inspeção na primeira chapa | ||
| 2 |
Segundo o manual de operação e manutenção do aparelho PLAMAT-M, a afirmação: "Dependendo da composição química do aço e de seu processo de fabricação, diferentes combinações de microestruturas e outras propriedades influentes nos resultado do ensaio devem ser distinguidas."
|
[HSU56] |
| a) Está errada | ||
| b) Estaria certa se ao invés de estar escrito "composição química" estivesse escrito "grau metalúrgico" | ||
| c) Está certa | ||
| d) Depende se o aparelho está ligado | ||
| 3 |
Segundo o manual de operação e manutenção do aparelho PLAMAT-M, a afirmação: "Testes com consistência estatísticas (número de amostras), considerando todas as variáveis dependentes, entre si, com influência no ensaio, são necessários para separar a influência da microestrutura das outras influências na resposta obtida no ensaio."
|
[HSU56] |
| a) Estaria certa se ao invés de estar escrito "variáveis independentes" ao invés de "dependentes, entre si," | ||
| b) Está certa | ||
| c) Não está certa nem errada | ||
| d) A resposta vai depender do nível do inspetor | ||
| 4 |
Segundo o manual de operação e manutenção do aparelho PLAMAT-M, quais são as variáveis perturbadoras (ruídos) do ensaio de detecção de pontos duros?
|
[HSU56] |
| a) luminosidade, direção do vento, umidade relativa do ar | ||
| b) carepa, magnetização residual, tensão residual | ||
| c) nível de magnetização do aparelho, tensão da rede, lift-off | ||
| d) frequência de excitação, voltagem, e intensidade de corrente da sonda | ||
| 5 |
O manual de operação e manutenção do aparelho PLAMAT-M cita como consequência direta da existência de vários parâmetros influentes (tipo de aços, microestruturas, profundidades de endurecimento) e sua combinação a necessidade de uma grande variedade de chapas de referência diferentes, que deveriam ser fornecidas pelo fabricante do aço e uma calibração individual seria necessária. Qual a alternativa proposta para solucionar esse problema pelos desenvolvedores do sistema de medição de pontos duros?
|
[HSU56] |
| a) Como uma abordagem alternativa a uma grande variedade de chapas de referência diferentes, que deveriam ser fornecidas pelo fabricante do aço, um algoritmo de aprendizado de máquina para classificação supervisionada é usado. | ||
| b) Os desenvolvedores adotam valores médios das propriedades para reduzir a necessidade de empregar muitas amostras com propriedades em toda a faixa de medição. | ||
| c) Não existe esse problema no uso do aparelho porque será aplicado em apenas num grau de aço | ||
| d) O manual do aparelho não cita a afirmação da pergunta, pois o ensaio principal utilizado no aparelho que é o ensaio de correntes parasitas não é influenciado por características eletromagnéticas do material ensaiado e sim apenas sua dureza. | ||
| 6 |
Qual das opções a seguir está errada com relação a metodologia de classificação empregada pelo programa de computador ("3MA-X8 MMS") do aparelho PLAMAT-M?
|
[HSU56] |
| a) É usada uma metodologia com base em um algoritmo de classificação de aprendizado de máquina usando a distância euclidiana entre os vizinhos mais próximos no espaço de parâmetros. | ||
| b) O programa de computador ("software") faz uma média dos 21 parâmetros de medição que a técnica obtem do ponto da chapa inspecionada e compara com a média dos mesmos parâmetros obtidos na chapa de calibração ou referância. Os pontos da chapa de referência com pontos duros darão média diferenciada dos pontos com dureza aceitável segundo as normas internacionais relativas ao método. | ||
| c) O padrão estatístico do ensaio magnético de uma amostra desconhecida será comparado com todos os padrões dos dados na base de dados de calibração e o padrão do dado vizinho mais próximo no espaço de parâmetro relevante será investigado. | ||
| d) O valor do parâmetro do vizinho mais próximo encontrado será o valor alvo do parâmetro resultante para a amostra desconhecida. | ||
| 7 |
A afirmação " O aparelho de inspeção não fornece a dureza absoluta da amostra ensaiada. Portanto, quando da detecção de estados micromagnéticos desconhecidos, a dureza real, deve ser confirmada via avaliação mecânica com teste de dureza móvel (Leeb, UCI)."
|
[HSU56] |
| a) É verdadeira | ||
| b) É errada | ||
| c) Seria verdadeira de fosse recomendada a medição de dureza por durômetro de laboratório | ||
| d) Seria verdadeira se recomendado o uso de micrômetro ultrassônico de campo | ||
| 8 |
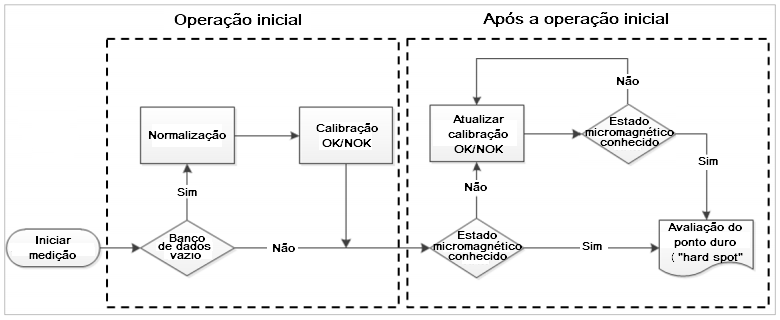 A figura acima apresenta uma visão geral do processo de aprendizagem de máquina empregado pelo aparelho não só para avaliar os pontos duros da chapa com base no banco de dados mas também para ..... ?
A figura acima apresenta uma visão geral do processo de aprendizagem de máquina empregado pelo aparelho não só para avaliar os pontos duros da chapa com base no banco de dados mas também para ..... ?
|
[HSU56] |
| a) confirmar que a chapa que está sendo inspecionada pode ser ainda aproveitada. | ||
| b) que a base de calibração seja sucessivamente atualizada e ampliada com novos estados micromagnéticos conhecidos após uma operação inicial. | ||
| c) corrigir medições anteriormente realizadas com resultado errado. | ||
| d) informar ao cliente que solicitou a inspeção que a operação está sendo feita de acordo com o prescrito na norma brasileira. | ||
| 9 |
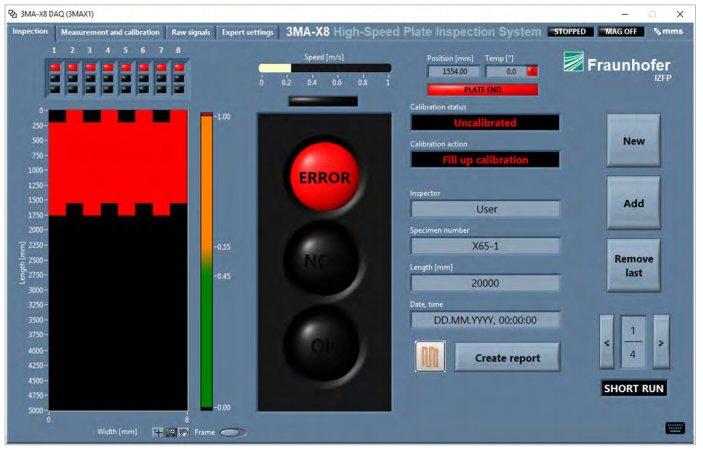 A figura acima refere-se a etapa de normalização que é a operação inicial quando da calibração do sitema. Qual das opções a seguir melhor descreve a razão de realizar essa operação inicial?
A figura acima refere-se a etapa de normalização que é a operação inicial quando da calibração do sitema. Qual das opções a seguir melhor descreve a razão de realizar essa operação inicial?
|
[HSU57] |
| a) Como já informado anteriormente o aparelho não indica o valor da dureza da chapa sem que antes a duzera Brinell existente seja normalizada no sistema. | ||
| b) Como o próprio nome da operação indica é normal começar por uma operação de normaização do sistema para que esse trabalhe de forma conveniente e informando o valor de dureza base da chapa de teste, mesmo que essa tenha ficado estocada por um periodo maior que o indicado pelo fabricante. | ||
| c) Antes das etapas de calibração, uma normalização para o tipo específico de aço que está se trabalhando é realizada no sistema na fase de operação inicial. Para isso, é escolhida uma área da chapa onde a dureza corresponde ao material de base (sem a presença de pontos duros). | ||
| d) A figura apresentada não refere-se a etapa de normalização e sim trata-se de um exemplo de chapa com a dureza bem acima do permitido pela norma de fabricação do produto (chapa grossa). | ||
| 10 |
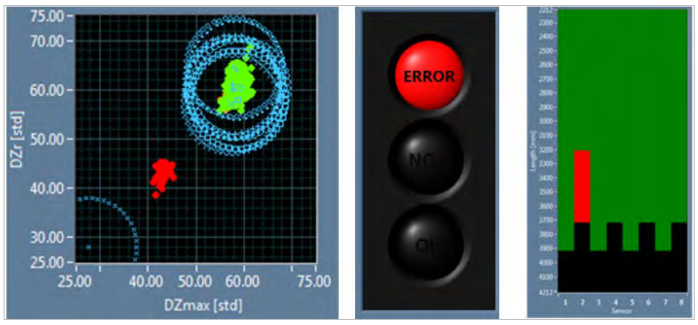
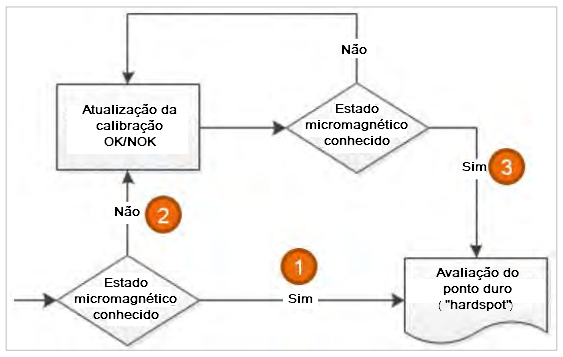 A figura acima que representa a etapa posterior a normalização da visão geral do processo de aprendizagem de máquina. Qual a correlação correta dos números da figura com a etapa realizada?
A. Estado micromagnético é conhecido - Não. Indicada como erro ("ERROR"), a anomalia é desconhecida e ainda não foi incluída no banco de dados de calibração.
B. Estado micromagnético é conhecido - Sim. Indicação NOK, a anomalia já está incluída na calibração e é relatada como ponto duro ("hardspot".
C. Novo estado micromagnético é conhecido – Sim. Indicada como NOK, a anomalia agora está incluída na calibração e é relatada como ponto duro ("hardspot").
A figura acima que representa a etapa posterior a normalização da visão geral do processo de aprendizagem de máquina. Qual a correlação correta dos números da figura com a etapa realizada?
A. Estado micromagnético é conhecido - Não. Indicada como erro ("ERROR"), a anomalia é desconhecida e ainda não foi incluída no banco de dados de calibração.
B. Estado micromagnético é conhecido - Sim. Indicação NOK, a anomalia já está incluída na calibração e é relatada como ponto duro ("hardspot".
C. Novo estado micromagnético é conhecido – Sim. Indicada como NOK, a anomalia agora está incluída na calibração e é relatada como ponto duro ("hardspot").
|
[HSU58] |
| a) 1-A; 2-B; 3-C | ||
| b) 1-B; 2-A; 3-C | ||
|
c) 1-C; 2-B; 3-A
|
||
| d) 1-A; 2-C; 3-B | ||
| 11 |
 1
1
 2
2
 3
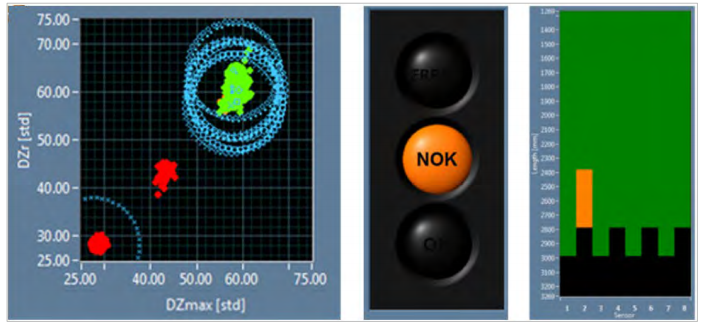
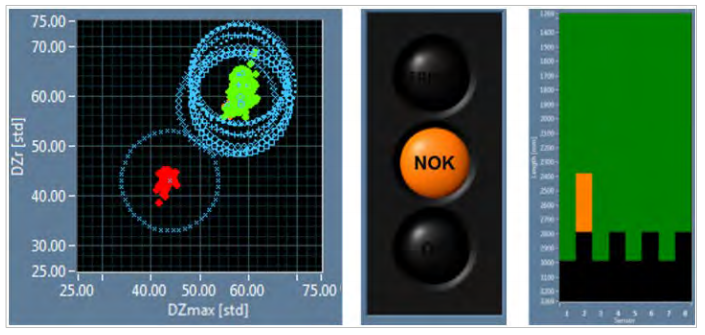
As três figuras acima representam na etapa de calibração as possibilidades de classificação de um novo ponto com característica micromagnética ainda não reconhecidas pelo sistema. Qual a classificação indicada para cada uma dessas figuras?
A. Estado micromagnético é conhecido - Não. Indicada como erro ("ERROR"), a anomalia é desconhecida e ainda não foi incluída no banco de dados de calibração.
B. Novo estado micromagnético é conhecido – Sim. Indicada como NOK, a anomalia agora está incluída na calibração e é relatada como ponto duro ("hardspot").
C. Estado micromagnético é conhecido - Sim. Indicação NOK, a anomalia já está incluída na calibração e é relatada como ponto duro ("hardspot".
3
As três figuras acima representam na etapa de calibração as possibilidades de classificação de um novo ponto com característica micromagnética ainda não reconhecidas pelo sistema. Qual a classificação indicada para cada uma dessas figuras?
A. Estado micromagnético é conhecido - Não. Indicada como erro ("ERROR"), a anomalia é desconhecida e ainda não foi incluída no banco de dados de calibração.
B. Novo estado micromagnético é conhecido – Sim. Indicada como NOK, a anomalia agora está incluída na calibração e é relatada como ponto duro ("hardspot").
C. Estado micromagnético é conhecido - Sim. Indicação NOK, a anomalia já está incluída na calibração e é relatada como ponto duro ("hardspot".
|
[HSU58] |
| a) 1-A, 2-B, 3-C | ||
| b) 1-C- 2-B, 3-A | ||
| c) 1-C, 2-A, 3-B | ||
| d) 1-A, 2-C, 3-B | ||
| 12 |
Qual a ordem certa do fluxo de trabalho para a calibração do aparelho de pontos duros PLAMAT-M no programa de computador ("software") 3MA-X8 MMS?
A. Calibre pelo menos 10 pontos por canal como OK (nuvem de pontos verde).
B. Calibre a área NOK (nuvem de pontos vermelho) e balanceie o banco de dados (o número de dados NOK deve ser pelo menos 10% do número de dados OK).
C. Mova o aparelho e verifique as variações do sinal com base nas mudanças normais do material.
D. Mova o aparelho 3MA-X8 para uma área OK da amostra de referência.
E. Se a variação do sinal com base no material for muito alta, o sistema informará o usuário/supervisor/especialista. Atualizar a calibração adquirindo mais pelo menos 10 pontos.
F. Mova o aparelho para uma área NOK da amostra de referência.
|
[HSU59] |
| a) 1-D, 2-A, 3-C, 4-B, 5-E, 6-F | ||
| b) 1-D, 2-A, 3-C, 4-E, 5-F, 6-B | ||
| c) 1-F, 2-A, 3-E, 4-E, 5-B, 6-D | ||
| d) 1-F, 2-B, 3-C, 4-D, 5-E, 6-A | ||
| 13 |
Qual a exigência do program de computador ("software") 3MA-X8 MMS para que os dados estejam BALANCEADOS na etapa de calibração?
|
[HSU59] |
| a) Que o número de dados (pontos) NOK seja pelo menos igual ao número de dados (pontos) OK | ||
| b) Que os dados NOK (reprovados) sejam maiores (em quantidade de pontos) que 10% dos dados OK (aprovados). | ||
| c) Que não não exista nenhum ponto do tipo ERROR na calibração | ||
| d) Que não exista nenhum ponto do tipo OK na calibração | ||
| 14 |
Qual(is) a(s) mensagen(s) de fornece ainda o programa de computador ("software") 3MA-X8 MMS durante a etapa de calibração quanto a quantidade de pontos OK/NOK e sua relação?
|
[HSU59] |
| a) INF: Insuficiente número de dados de calibração dentro da raio de classificação) => atualize a calibração | ||
| b) NAM: Dados de calibração desbalanceado ou não suficiente no banco de dados. Classificação impossível baseada nas características micromagnéticas. | ||
| c) Respostas a e b | ||
| d) ERR: Falta de acoplamento sonda-chapa, repetir coleta de dados. | ||
| 15 |
Que mensagem(ns) de erro e quais ações recomendadas fornece o programa 3MA-X8 MMS durante a operação do PLAMAT-M?
|
[HSU67] |
| a) Todas as demais opções | ||
| b) Cabeçote de inspeção muito afastado ("lift-off") da peça. Verificar posição do cabeçote de inspeção. | ||
| c) Curto circuito no cabeçote de inspeção. Substituir cabeçote de inspeção. | ||
| d) Conecção com computador (USB) interrompida temporariamente. Verificar conexão (USB). > Reinicie software/notebook. | ||
| 16 |
Quais parâmetros de calibração são considerados como um conjunto suficiente de ajustes necessários para a inspeção?
|
[HSU67] |
| a) DZmax [Ohm] maximum of incremental permeability, DZMean [Ohm] averaged incremental permeability, DZr [Ohm] incremental permeability at the remnant point, Ucdz [V] voltage at maximum incremental permeability, Rem [%] asymmetry of the incremental permeability curve | ||
| b) Vmag [V] (amplitude of magnetization voltage0, Imag [A] (amplitude of magnetization current), K [%] (Klirr factor of magnetization current), A3 [%] (3rd harmonics amplitude of magnetization current), P3 [rad] 3rd harmonics phase of magnetization current | ||
| c) DU75dz [V] curve-widening at 75% signal peak, DU50dz [V] curve-widening at 50% signal peak, DU25dz [V] curve-widening at 25% signal peak, W3Z [Ohm] 3 % widening of the eddy current loop, W10Z [Ohm] 10 % widening of the eddy current loop | ||
| d) Zmax [Ohm] maximum magnitude of the impedance, Zmin [Ohm] minimum magnitude of the impedance, Zmean [Ohm] averaged magnitude of the impedance, Phizmax [rad] maximum phase of the impedance, Phizmin [rad] minimum phase of the impedance, Phizmean [rad] averaged phase of the impedance | ||
| 17 |
Segundo o manual de operação e manutenção do aparelho PLAMAT-M, quais são as abordagens diferentes que podem ser consideradas para fins de referência/calibração e verificação de desempenho?
|
[HSU67] |
| a) Uso de chapa de referência e avaliação química | ||
| b) Uso de chapa de referência e avaliação mecânica | ||
| c) Uso de corte de chapa e avaliação mecânica | ||
| d) Uso de chapa de teste e avaliação metalúrgica | ||
| 18 |
Indique como é o uso de chapa de referência para calibração do sistema PLAMAT-M?
|
[HSU67] |
| a) O fabricante de aço pode produzir e utilizar chapas para fins de referência/calibração. | ||
| b) Essas chapas de referência devem ser de aço de qualidade conhecida com um conjunto de pontos duros ("hard spot") representativos. | ||
| c) Todas as demais opções | ||
| d) As chapas de referência permitem diferenciar entre o material base (OK) e os pontos duros ("hard s-0t", NOK) e, portanto, validar a classificação correta das áreas OK/NOK na chapa de referência. | ||
| 19 |
Indique como é o uso da avaliação mecânica para calibração do sistema PLAMAT-M?
|
[HSU67] |
| a) Método de referência (avaliação local da dureza mecânica na chapa & medidor de dureza Leeb é recomendado) | ||
| b) • Variação nas medições de dureza (maior quantidade de medições de dureza na placa do que no caso do uso da placa de referência & o valor médio obtido no medidor de dureza Leeb se correlaciona bem com o valor de dureza real da chapa) | ||
| c) Todas as demais opções | ||
| d) • Número de medições de referência (pelo menos 10 medições de referência por área de 10x10 mm² & a distância mínima entre duas inspeções de dureza Leeb (obtida no manual do instrumento de medida de dureza) deve ser considerada) | ||