Fig. 9 – Visão geral do
processo de aprendizagem de máquina.

6.
CALIBRAÇÃO
A
fim de determinar a propriedade dureza do material, quantitativamente,
uma
calibração deve ser realizada inicialmente. Dependendo da composição
química do
aço e de seu processo de fabricação, diferentes combinações de
microestruturas
e de outras propriedades influentes nos resultado desse ensaio devem
ser
distinguidas. Testes com consistência estatísticas (número de
amostras),
considerando todas as variáveis independentes com influência no ensaio,
são
necessários para separar a influência da microestrutura (variável
relevante) das
outras influências (variáveis não relevantes) na resposta obtida no
ensaio.
Geralmente,
a medição pode ser afetada por diferentes variáveis perturbadoras
(ruídos) do
ensaio, como carepa, magnetização residual, tensão residual além dos outros parâmetros essenciais. Como
consequência direta, uma calibração individual seria necessária para
cada tipo
de aço e uma combinação dos demais parâmetros influentes. Diferentes
tipos de
aço, implicam em diferentes microestruturas (ferrita, perlita, bainita,
...), diferentes
profundidades de endurecimento, além da sua combinação com outros
parâmetros
influentes, o que poderia implicar em uma grande variedade de chapas de
referência para calibração.
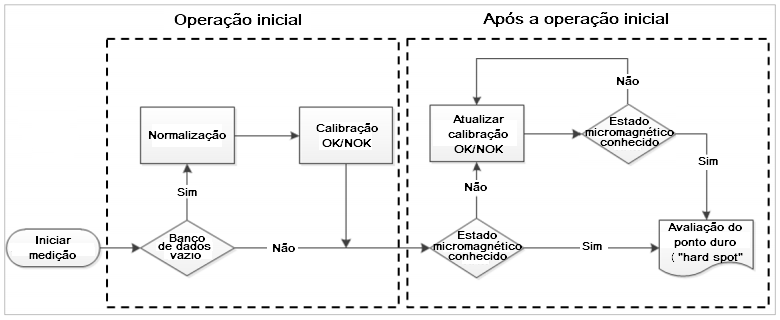
Como alternativa a essa dificuldade, um algoritmo de aprendizado de máquina para classificação supervisionada é usado pelo programa de computador que gere a inspeção. A figura 9 apresenta um fluxograma desse algoritmo. Esse algoritmo emprega a distância euclidiana entre os dados vizinhos mais próximos no espaço de parâmetros. O comportamento estatístico do ensaio magnético de uma amostra desconhecida será comparado com todos os comportamentos dos dados existentes na base de dados de calibração. O dado vizinho com comportamento mais próximo do da amostra desconhecida no espaço de parâmetro relevante será investigado. O valor do parâmetro do vizinho mais próximo encontrado será o valor alvo do parâmetro resultante para a amostra desconhecida.
O
aparelho de inspeção não fornece a dureza absoluta da amostra ensaiada.
Portanto, quando da detecção de estados micro magnéticos desconhecidos,
a
dureza real, deve ser confirmada via avaliação mecânica com teste de
dureza
móvel (Leeb, UCI). Recomenda-se um número mínimo de cinco (5) medições de dureza móvel (Leeb, UCI) por
25x25 mm2 de área avaliada. A base de calibração é
sucessivamente atualizada e
ampliada com novos estados micro magnéticos conhecidos após uma
operação
inicial, figura 9.
Fig. 9 – Visão geral do
processo de aprendizagem de máquina.
Antes
da etapa de calibração para a inspeção de um novo grau de aço é preciso fazer a
operação de normalização. Para isso uma área da chapa padrão de referência que
possua dureza abaixo do limite de reprovação (chamada de material base) deve
ser inspecionada pelo aparelho e o resultado da inspeção registrado no programa.
Após
a operação de normalização é preciso estabelecer o limiar de
aprovação(OK)/reprovação(NOK) pela inserção de pontos de dados com essas
características (dureza abaixo do limiar/dureza acima do limiar) no banco de
dados de configuração para esse novo grau de material. Devido a inexistência
inicial de banco de dados para o novo material é provável a indicação de erro
(ERROR) em pontos de leitura. A definição de pontos com condição OK/NOK é
obtida através de referência por medidas de dureza com técnica complementar
(Leeb, UCI). Após a inserção de pontos (OK/NOK) no banco de dados desse novo
material é possível iniciar a inspeção de chapas do novo grau de aço.
A
seguir apresentam-se a sequência das etapas de calibração:
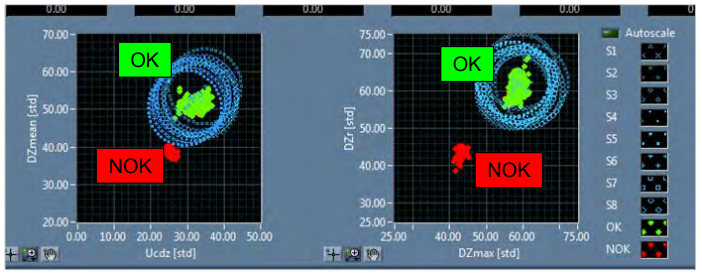
A figura 10, apresenta exemplo dos gráficos inferiores da sub aba Medição e calibração (“Measurement and calibration”) após uma calibração bem sucedida. É possível observar a nuvem de pontos verdes (região OK), a nuvem de pontos vermelhos (região NOK), e o raio do círculo de classificação (falta de precisão do contorno, “unsharpness”).
A
chapa padrão de referência possui duas regiões representativas de pontos duros.
Uma região, chamada de verificação da sensibilidade da técnica micro magnética,
ampla (abarca todos os oito sensores ao mesmo tempo), na forma de um retângulo,
e que; e uma região, chamada de verificação da detectabilidade da técnica micro
magnética, com oito círculos, com diâmetro no limite de detecção exigido por
norma. A figura 11 apresenta o sentido de varredura que o aparelho deve fazer
na chapa para verificar a sensibilidade. A figura 12 apresenta o sentido de
varredura que o aparelho deve fazer na chapa para verificar a detectabilidade.
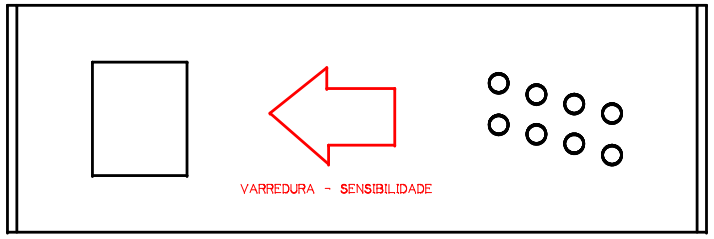
Fig. 11 – Sentido de
varredura na chapa padrão de referência para verificação da sensibilidade.
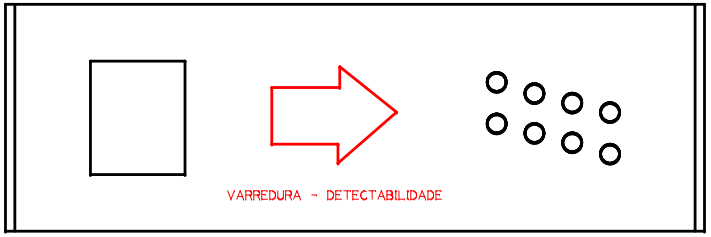
Fig. 12 – Sentido de varredura na chapa padrão de referência para verificação da detectabilidade.
Ajustes
deverão ser feitos no programa 3MA-X8 MMS para que não exista diferenças entre
as respostas dos oito sensores de mais que 20% para qualquer um dos 21
parâmetros de medição do aparelho PLAMAT-M.
 |
 |
 |