
5. APARELHO, SONDAS E CHAPA
DE CALIBRAÇÃO PARA O ENSAIO
5.1 Aparelho PLAMAT-M e Programa de Computador
3MA-X8 MMS
O
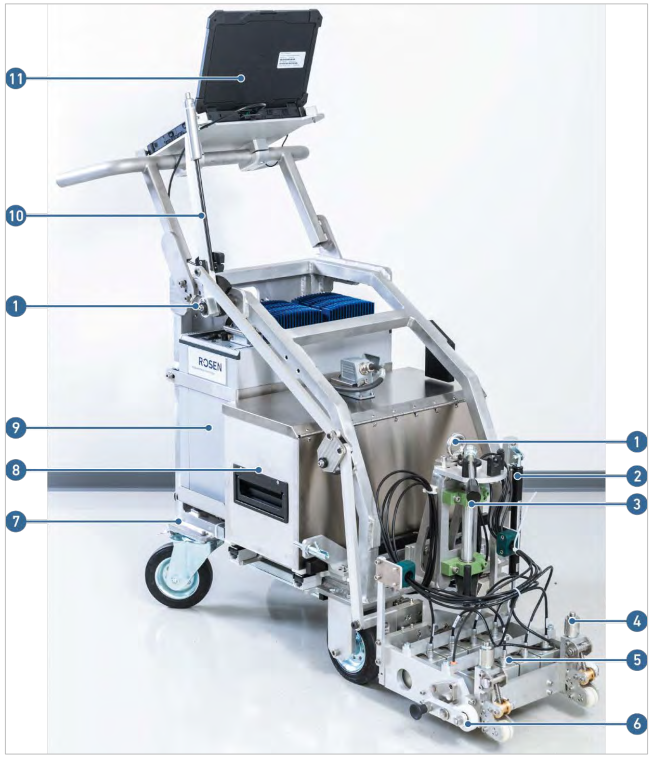
aparelho de inspeção micro magnética PLAMAT-M consiste de um carrinho
(no
inglês “trolley”) contendo toda a parte mecânica, eletrônica e
informatizada
necessária para a varredura e inspeção das chapas. A tabela I, a
seguir, mostra
os principais componentes desse aparelho.
Tabela I – Desenho e Componentes do Aparelho PLAMAT-M
| Pos. |
Descrição |
| 1 |
Olhal de içamento |
| 2 | Freio a gás |
| 3 | Ajuste transversal |
| 4 | Marcador à giz |
| 5 | Unidade de inspeção com 8 sondas |
| 6 | Roletes guia |
| 7 | Codificador de posição (aqui: encoberto) |
| 8 | Bateria |
| 9 | Componentes eletrônicos |
| 10 | Alça de içamento |
| 11 | Notebook (micro computador portátil de campo) |

| Pos. |
Descrição |
| 1 | Haste |
| 2 | Soquete |
| 3 | Trilho do sistema |
| 4 | Rolamento (aqui: coberto) |
| 5 | Rodas |
| 6 | Rodas direcionais |
| 7 | Parafuso de encaixe |
| 8 | Dispositivo de aperto |
| 9 | Peça de encaixe |
Por
ser uma das partes mais relevantes para o resultado da inspeção descreveremos
aqui em mais detalhes a unidade de inspeção. A unidade de inspeção consiste de oito
(8) sensores eletromagnéticos, para detecção de pontos duros (“hard spots”), e
que estão posicionados em duas carreiras de forma escalonada para permitir uma
cobertura total da região sob esses sensores, figura 1.
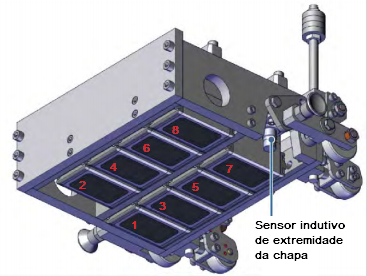
Fig. 1 – Vista inferior da
unidade de inspeção.
Cada
um dos oito (8) sensores eletromagnéticos consiste além do detector das
propriedades eletromagnéticas pertinentes ao ensaio, também de um julgo
magnético excitado por uma corrente alternada, ver detalhe na figura 2.
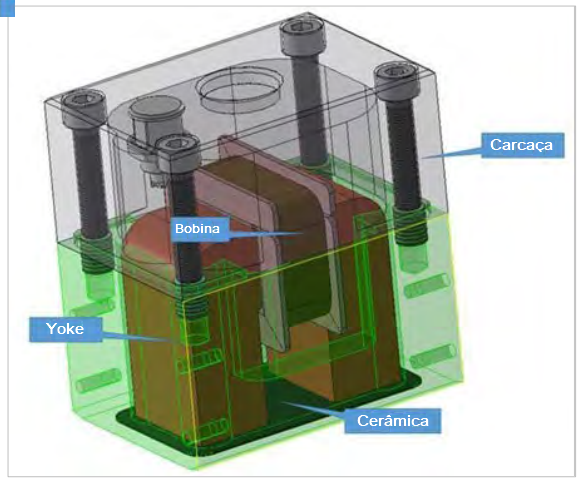
Fig.
2 – Detalhe de um dos oito sensores eletromagnéticos da unidade de inspeção.
Uma
placa cerâmica com espessura de 0,5 mm está inserida entre o sistema
yoke/bobina e a chapa. A placa cerâmica está diretamente em contato com as
sapatas do yoke, de forma que nenhum lift-off adicional ocorra. O lift-off é
função apenas da espessura da cerâmica. Os sensores não estão fixos nos
respectivos suportes sendo possível a sua movimentação na direção vertical. A
movimentação do sensor é restrita pela presença de molas e de um barramento
superior. Cada sensor possui movimentação independente permitindo adaptação a
condições locais da superfície da chapa (curvatura, sujeira, ...). Apesar da
liberdade de movimentação vertical dos sensores, os mesmos são pressionados
contra a superfície da chapa tanto pela força da mola como pela força magnética
propiciada pelo yoke.
O
aparelho de inspeção micro magnética PLAMAT-M é totalmente controlado por um
programa de computador (“software”) chamado 3MA-X8 MMS que descreveremos
resumidamente a seguir.
O
programa 3MA-X8 MMS possui três (3) níveis de acesso controlados por senha:
Usuário (acesso apenas à parte de inspeção); Supervisor (acesso as janelas de
inspeção, medição e calibração e sinal bruto) e Serviço (acesso a todas as
janelas anteriores, mais a janela de configurações avançadas). Ao início e ao
fim de cada jornada de trabalho, ou quando a chapa inspecionada for de grau
diferente da que foi anteriormente inspecionada é necessário uma nova
calibração do aparelho, portanto de acesso com nível de supervisão. As duas
tabelas a seguir descrevem a principal, e mais utilizada, janela (“window”) do
software que é a janela de inspeção.
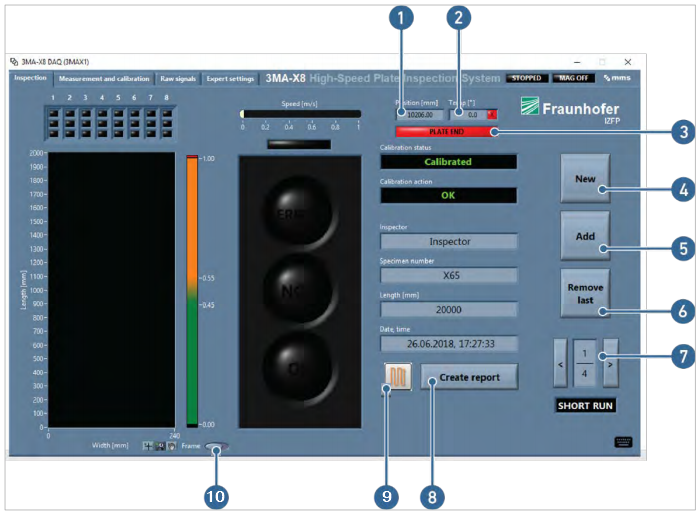
Tabela II – Visão
geral da janela de inspeção e seus principais elementos

| Pos. |
Descrição |
| 1 | Velocidade de ensaio |
| 2 | Situação da calibração |
| 3 |
Ação de calibração |
| 4 |
Informações do inspetor, número da chapa, comprimento e data de processo |
| 5 |
Criar relatório |
| 6 |
Mostrador de medição |
| 7 |
Tamanho do quardo total/movendo |
| 8 |
Sinais dos sensores mapeados Verde = Ok Laranja = NOK Vermelho= erro Preto = não ensaiado |
| 9 |
Distância medida |
| 10 |
Sinais dos sensores individuais |
| Pos. |
Descrição |
| 1 | Posição real |
| 2 | Temperatura |
| 3 |
Detecção de fim de chapa |
| 4 |
Novo traço de mapeamento |
| 5 |
Adicionar um novo traço de mapeamento |
| 6 |
Remover o último traço de mapeamento |
| 7 |
Ativar o traço de mapeamento |
| 8 |
Criar um arquivo de relatório |
| 9 |
Seleção do tipo de múltiplas varreduras na chapa ("zig-zag" ou paralelas) |
| 10 |
Escolha da visualização da varredura na tela (tamanho total ou móvel) |
5.2 Chapa de Calibração para o Ensaio
Para
calibração (ajuste dos parâmetros de ensaio) do aparelho de inspeção micro magnética
PLAMAT-M no programa de computador (“software”) 3MA deve ser utilizada uma
chapa padrão, ou de referência, de mesmo grau das chapas grossas fabricadas a
serem inspecionadas. As figuras a seguir mostram detalhes construtivos dessa
chapa.
A
figura 3 apresenta um desenho completo da chapa padrão com suas dimensões.
Nessa chapa existem duas regiões com funções e “descontinuidades” diferentes:
- uma região de
verificação da sensibilidade do sistema, na qual existe a inserção de uma chapa
retangular com comprimento 300 mm, largura 250 mm e espessura 5 mm. Essa região
foi calculada para que todos os oito (8) sensores estejam contidos em sua área,
sem efeito de borda influindo nos sensores, e deve ser fabricado com aço
tratado termo quimicamente para que apresente uma dureza igual ao limite
superior permitido pela norma de fabricação da chapa de grau objeto da inspeção
para detecção de pontos duros (“hard spots”);
- uma região de
verificação de detectabilidade do sistema, na qual existem oito (8) orifícios
no qual são inseridos pedaços de chapa na forma de discos com diâmetro 50 mm e
espessura 5 mm. O diâmetro dessas chapas foi estabelecido em função da mínima
detectabilidade exigida por norma para regiões com pontos duros. Os
posicionamentos dessas áreas foram estabelecidos para ficarem perfeitamente
centralizadas nos 8 (oito) sensores da unidade de inspeção.
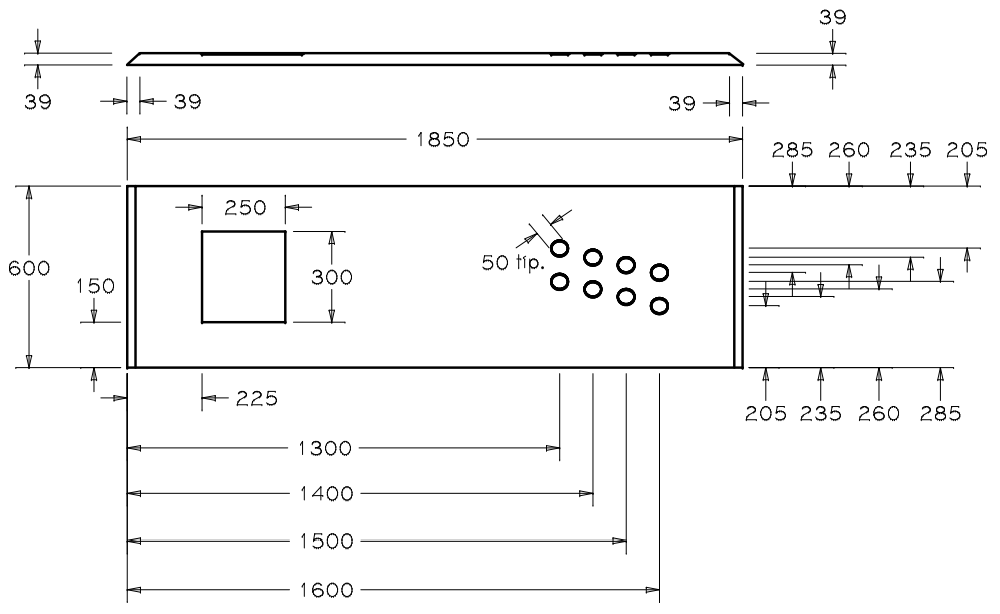
Fig. 3 – Desenho da chapa
padrão para calibração/ajuste do aparelho PLAMAT-M e programa de computador
3MA-X8 MMS.
A
figura 4 apresenta o desenho com as dimensões das chapas na forma de discos (semelhantes
moedas) da região de verificação da detectabilidade do aparelho. A figura 5
apresenta o desenho com as dimensões dos sulcos para inserção dos discos.
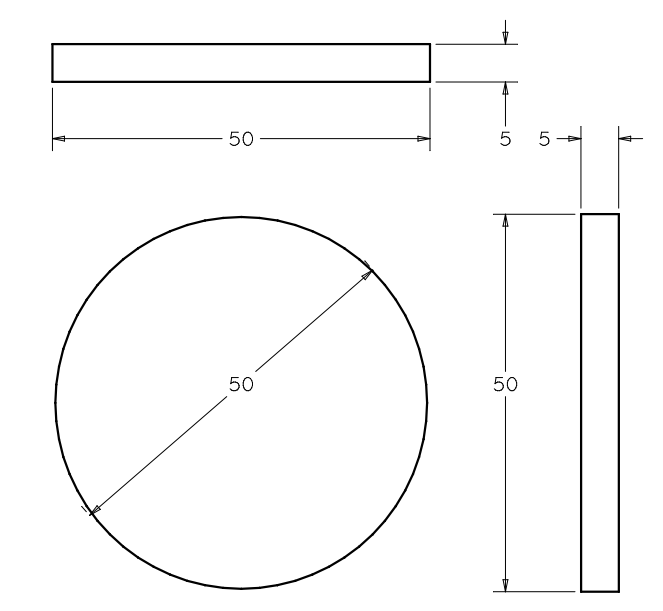
Fig. 4 – Desenho das chapas na forma de discos da região de detectabilidade da chapa.
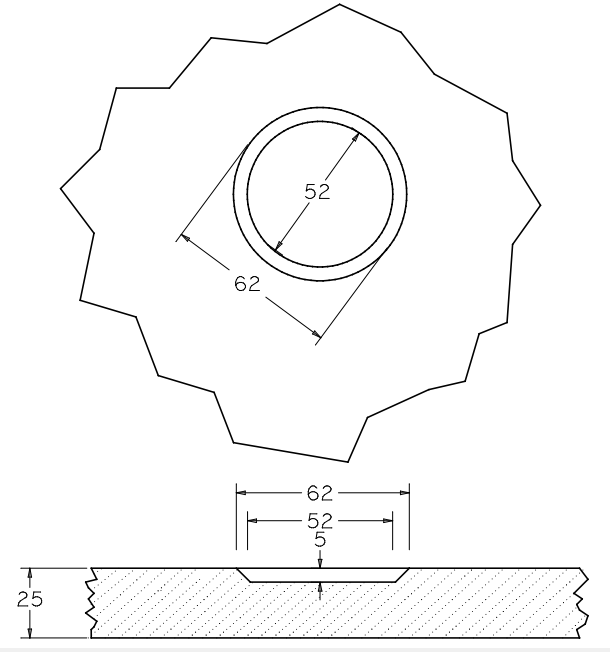
Fig. 5 – Desenho dos sulcos
para inserção dos discos da região de detectabilidade da chapa.
A
figura 6 apresenta o desenho com as dimensões da chapa na forma de
paralelepípedo da região de verificação da sensibilidade do aparelho. A figura
7 apresenta o desenho com as dimensões dos sulcos para inserção do paralelepípedo.
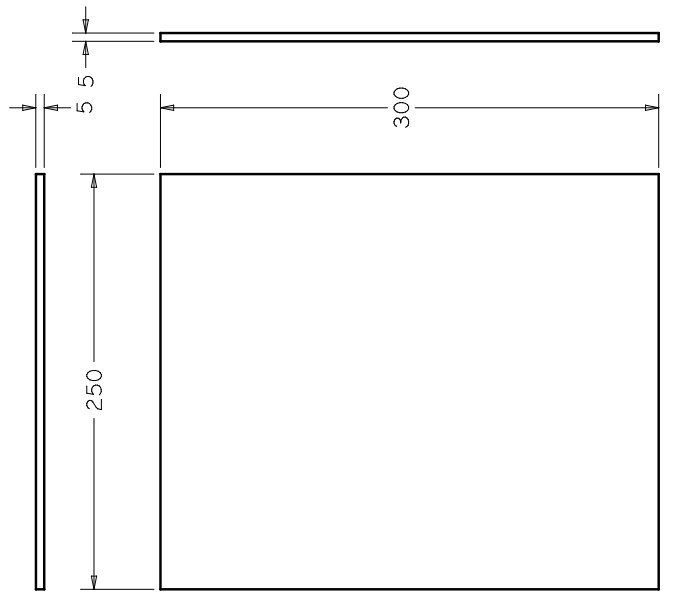
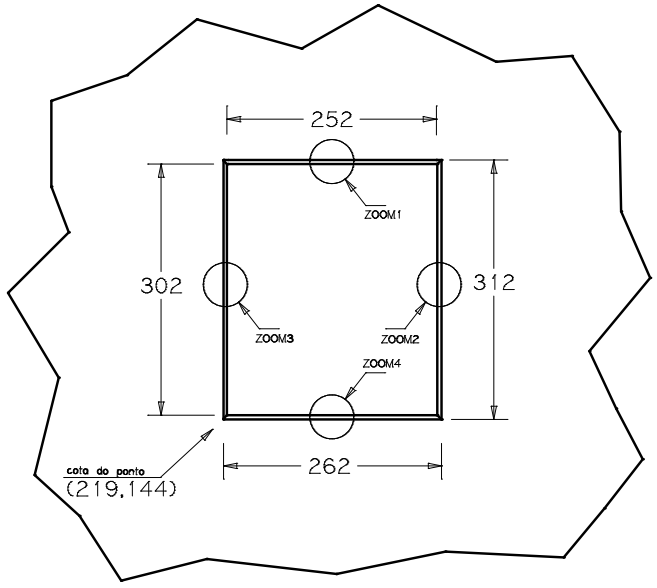
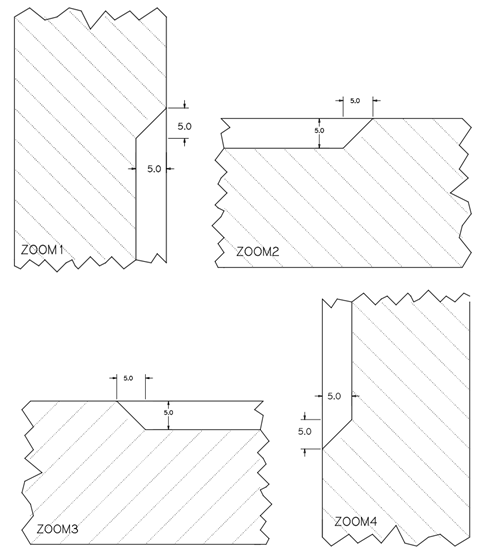
Fig. 7 – Desenho dos sulcos para inserção dos chapa retangular da região de sensibilidade da chapa.
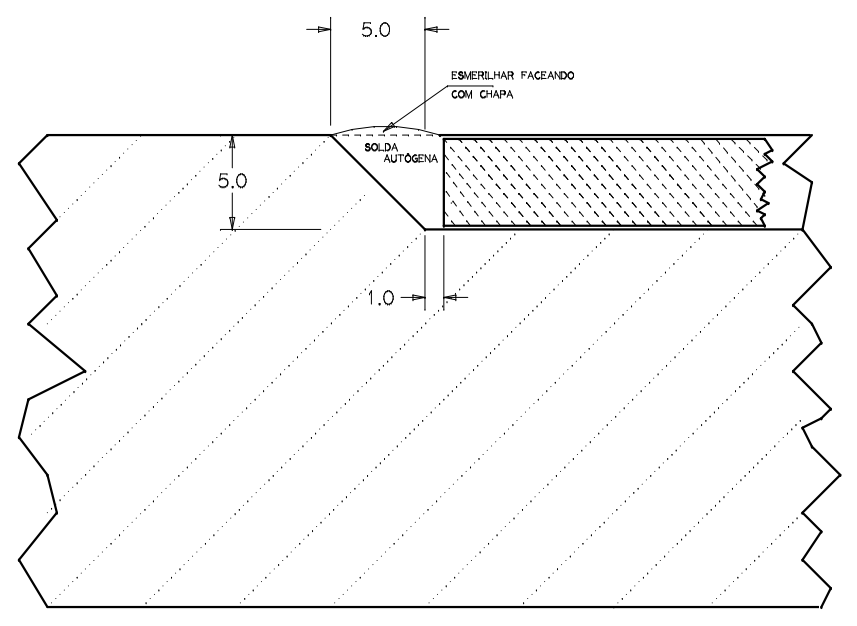
Fig. 8 – Desenho da fixação dos insertes na chapa
padrão, ou de referência.
 |
 |
 |