No. |
Questões | [Ref] |
| 1 |
 Com relação a "Definição e importância dos ENDs", qual das seguintes opções É FALSA?
Com relação a "Definição e importância dos ENDs", qual das seguintes opções É FALSA?
|
[IAEA1] |
| a) Ensaio não destrutivo é o uso de métodos físicos que testarão materiais, componentes e peças quanto a falhas em sua estrutura sem prejudicar sua utilidade futura. | ||
| b) O END está preocupado em revelar falhas ou anomalias na estrutura de um produto. | ||
| c) No entanto, não pode prever onde as falhas se desenvolverão devido ao próprio projeto. | ||
| d) Todas as demais opções SÃO FALSAS. | ||
| 2 |
Qual das seguintes É uma característica comun dos ENDs?
|
[IAEA1] |
| a) A aplicação de um meio de ensaio ao produto a ser testado. | ||
| b) Mudanças no meio empregado no ensaio que ocorrem devido a presença de descontinuidades na estrutura do produto. | ||
| c) Uma forma de detectar a mudança do meio de ensaio. | ||
| d) Forma de interpretação dessas mudanças para obter informações sobre as falhas na estrutura do produto. | ||
| e) Todas as demais opções estão corretas. | ||
| 3 |
Os ENDs desempenham um papel importante no controle de qualidade de um produto. Podem ser utilizados durante todas as etapas de fabricação de um produto. São usados para monitorar a qualidade de:
|
[IAEA1] |
| a) Todas as demais opções estão corretas. | ||
| b) Matérias-primas que são utilizadas na fabricação do produto. | ||
| c) Processos de fabricação que são usados para fabricar o produto. | ||
| d) Produto acabado antes de ser colocado em serviço. | ||
| 4 |
Quais das seguintes opções É FALSA com relação aos benefícios do uso de END durante todas as etapas de fabricação?
|
[IAEA1] |
| a) Aumenta a segurança e confiabilidade do produto durante a operação. e. | ||
| b) Aumento dos custos de produção diminuindo as vendas do produto. | ||
| c) Diminui o custo do produto final pela redução de descartes do produtos finais e conservando materiais, mão de obra e energia. | ||
| d) Melhora a reputação do fabricante como produtor de bens de qualidade. | ||
| 5 |
Quais das seguintes afirmações É FALSA quanto as vantagens do uso de END na inspeção em serviço?
|
[IAEA1] |
| a) TODAS as demais opções são falsas. | ||
| b) Os ENDs são amplamente utilizados para determinação rotineira ou periódica da integridade das plantas e estruturas durante o serviço. | ||
| c) Os ENDs são empregados na inspeção em serviço para determinação rotineira ou periódica da integridade das plantas e estruturas. | ||
| d) O uso dos ENDs na inspeção em serviço aumenta a segurança da operação, e também elimina paradas emergenciais das plantas. | ||
| 6 |
Qual das seguintes opções É FALSA com realção aos métodos de END?
|
[IAEA1] |
| a) Os métodos de END variam do de execução mais simples aos de execução mais complexa. | ||
| b) Sempre é recomendável o uso de exames internos mais complexos como o ultrassom e a radiografia. | ||
| c) A inspeção visual é a mais simples de todos os métodos de ENDs. | ||
| d) As imperfeições da superfície invisíveis ao olho podem ser reveladas pelos métodos de líquidos penetrantes ou de partículas magnéticas. | ||
| 7 |
A afirmação "Os métodos de END convencionais podem ser considerados aqueles de uso comum e que incluem a inspeção visual ou ótica, líquidos penetrantes, partículas magnéticas, correntes parasitas, ensaio radiográfico e ensaio ultrassônico."?
|
[IAEA1] |
| a) É verdadeira | ||
| b) É falsa | ||
| c) Pode ser verdadeira e falsa | ||
| d) Pode ser verdadeira ou falsa | ||
| 8 |
A afirmação "Os métodos de END não convencionais são aqueles usados intensivamente em aplicações corriqueiras e consequentemente não tem seu uso limitado."?
|
[IAEA1] |
| a) É verdadeira | ||
| b) É falsa | ||
| c) Pode ser verdadeira ou falsa | ||
| d) Pode ser verdadeira ou falsa | ||
| 9 |
Entre as seguintes opções qual não é etapa de fabricação que usam os END para monitorar a qualidade do produto?
|
[IAEA1] |
| a) Matérias-primas que são utilizadas na fabricação do produto. | ||
| b) Processos de fabricação que são usados para fabricar o produto. | ||
| c) Pesquisa de mercado para verificar interesse dos futuros consumidores. | ||
| d) Produto acabado antes de ser colocado em serviço. | ||
| 10 |
Entre as seguintes opções qual não é relativa aos benefícios do uso de END durante todas as etapas de fabricação?
|
[IAEA1] |
| a) Aumenta a segurança e confiabilidade do produto durante a operação. | ||
| b) Aumenta o custo do produto fabricada o que percentualmente pode também aumentar o lucro da empresa que o utiliza. | ||
|
c) Diminui o custo do produto final pela redução de descartes do produtos finais e conservando materiais, mão de obra e energia.
|
||
| d) Melhora a reputação do fabricante como produtor de bens de qualidade. | ||
| 11 |
"Muitas vezes esquecido em qualquer lista de métodos de END, a inspeção visual é um dos meios mais comuns e mais poderosos dos ensaios não destrutivos. O ensaio visual requer iluminação adequada da superfície de teste e visão adequada do inspetor. No entanto, para ser a inspeção visual mais eficaz, merece atenção especial, pois requer treinamento (conhecimento do produto e processo, condições de serviço previstas, critérios de aceitação, manutenção de registros, por exemplo) e possui sua própria gama de equipamentos e instrumentação. Também é um fato que todos os defeitos encontrados por outros métodos de END devem ser comprovados por inspeção visual."
A afirmação acima sobre a inspeção visual é?
|
[IAEA1] |
| a) verdadeira ou falsa | ||
| b) verdadeira e falsa | ||
| c) verdadeira | ||
| d) falsa | ||
| 12 |
Qual das seguintes opções não é classificação do tipo de líquido penetrante, quanto a remoção do excesso de penetrante?
|
[REF ] |
| a) lavável com água | ||
| b) lavável com alcool | ||
| c) pós-emulsificável | ||
| d) removível por solvente | ||
| 13 |
Associar os tipos de líquidos penetrantes (remoção e visibilidade) [letras], com a ordem descrescente (do mais sensível para o menos sensível) da sensibilidade (detectabilidade) dos mesmos [números]
(e) Penetrante visível removível por solvente.
(b) Penetrante fluorescente removível por solvente.
(f) Penetrante visível lavável com água.
(d) Penetrante visível pós-emulsificável.
(a) Penetrante fluorescente pós-emulsificável.
(c) Penetrante fluorescente lavável com água.
|
[IAEA1] |
| a) 1e - 2b - 3f - 4a - 5d - 6c | ||
| b) 1e - 2b - 3f - 4d - 5a - 6c | ||
| c) 1a - 2b - 3c - 4d - 5e - 6f | ||
| d) 1f - 2e - 3d - 4c - 5b - 6a | ||
| 14 |
Das opções seguintes, qual não pode ser considerada vantagem do exame por líquidos penetrantes?
|
[IAEA1] |
| a) Custo relativamente baixo. | ||
| b) Método END altamente portátil. | ||
| c) Pouco sensível a descontinuidades finas e estreitas | ||
| d) Método bastante simples | ||
| e) Pode ser usado em uma variedade grande de materiais. | ||
| f) Todas as descontinuidades da superfície são detectadas em uma única aplicação, independentemente da orientação da descontinuidade. | ||
| 15 |
Qual das seguintes opções não pode ser considerada limitação do ensaio por líquidos penetrantes?
|
[IAEA1] |
| a) A superfície ensaiada não precisa estar livre de todos os contaminantes (sujeira, óleo, graxa, tinta, ferrugem, etc.). | ||
| b) Detecta apenas descontinuidades superficiais. | ||
| c) Não pode ser usado em amostras porosas e é difícil de usar em superfícies muito ásperas. | ||
| d) A remoção de todos os materiais penetrantes, após o ensaio, é frequentemente necessária. | ||
| e) Não existe um método fácil para produzir um registro permanente. | ||
| 16 |
Qual a maior limitação do ensaio de partículas magnéticas?
|
[IAEA1] |
| a) só se aplica a meteriais magnéticos (ferromagnéticos) | ||
| b) só detecta descontinuidades superficiais | ||
| c) só se aplica a materiais condutores de eletricidade | ||
| d) precisa de altíssimos campos magnéticos aplicados para detectar pequenas fissuras (>300 Tesla) | ||
| 17 |
Qual das seguintes opções não é uma vantagem do ensaio de partículas magnéticas?
|
[IAEA1] |
| a) Não necessita de uma operação de pré-limpeza muito rigorosa. | ||
| b) Melhor método para a detecção de trincas superficiais e finas em materiais ferromagnéticos. | ||
| c) Método de END rápido e relativamente simples. | ||
| d) Geralmente barato. | ||
| e) Não pode ser aplicado sobre revestimento, mesmo os finos. | ||
| f) Método END altamente portátil. | ||
| g) É relativamente rápido. | ||
| 18 |
Qual das seguintes opções não é uma limitação do ensaio de partículas magnéticas?
|
[IAEA1] |
| a) O material deve ser ferromagnético. | ||
| b) Detecta apenas descontinuidades superficiais e próximas à superfície. | ||
| c) As peças não precisam ser frequentemente desmagnetizadas, o que pode seria uma operação difícil. | ||
| d) A orientação e a força do campo magnético são críticas. | ||
| e) errado | ||
| 19 |
Qual das seguintes opções não é claramente uma aplicação do ensaio por correntes parasitas?
|
[IAEA1] |
| a) detecção de falhas superficiais | ||
| b) classificação de materiais e ligas metálicas (associado a composição química) | ||
| c) detecção de descontinuidades laminares (dupla laminação, fissuração interlamelar) | ||
| d) medição da espessura de paredes finas com acesso de apenas um dos lados | ||
| e) medição da espessura de revestimentos finos | ||
| f) medição da profundidade da falha | ||
| 20 |
A afirmação que diz que o ensaio de correntes parasitas é apenas aplicável a materiais eletricamente condutores é:
|
[IAEA1] |
| a) falsa | ||
| b) verdadeira | ||
| c) vai depender da condutividade do material | ||
| d) vai depender da permeabilidade do material | ||
| 21 |
Qual das seguintes não é uma FORMA das sondas/bobinas de correntes parasitas?
|
[IAEA1] |
| a) superficial | ||
| b) externa ou envolvente | ||
| c) dupla ou emissora-receptora | ||
| d) interna | ||
| 22 |
Qual das seguintes opções NÃO é uma VANTAGEM do ensaio de correntes parasitas?
|
[IAEA1 ] |
| a) O uso de acoplante facilita a passagem do campo magnético da bobina para peça. | ||
| b) Dá resposta instantânea. | ||
| c) Tem etapas fáceis durante a calibração (ajustes de parâmetros para o ensaio). | ||
| d) É extremamente sensível a falhas. | ||
| e) É muito repetível. | ||
| f) Altas velocidades de varredura podem ser usadas. | ||
| d) É muito preciso para análise dimensional de falhas ou espessura de revestimento. | ||
| 23 |
Das seguintes opções qual NÃO é uma LIMITAÇÃO do ensaio de correntes parasitas?
|
[IAEA1 ] |
| a) A teoria requer uma boa formação acadêmica em princípios elétricos e em matemática. | ||
| b) Como sua principal aplicação são os defeitos internos às variações da superfície requerem um bom estado ou preparação da superfície. | ||
| c) É aplicável apenas a materiais condutores de eletricidade. | ||
| d) Pode ser usado em materiais não magnéticos e magnéticos, mas não é confiável em aço carbono para a detecção de falhas subsuperficiais. | ||
| e) Sua profundidade de penetração é limitada. | ||
| f) O grau de fechamento da fissura e a orientação das correntes parasitas com relação a descontinuidade linear afetarão a detectabilidade. | ||
| 24 |
A afirmação: "O método radiográfico é usado para a detecção de falhas internas em diversos materiais e configurações geométricas de peças."
|
[IAEA1] |
| a) Seria verdadeira se o método citado fosse o líquidos penetrantes. | ||
| b) Seria verdadeiro se o método citado fosse as partículas magnéticas. | ||
| c) Seria verdadeiro se o método citado fosse as correntes parasitas. | ||
| d) É verdadeira. | ||
| 25 |
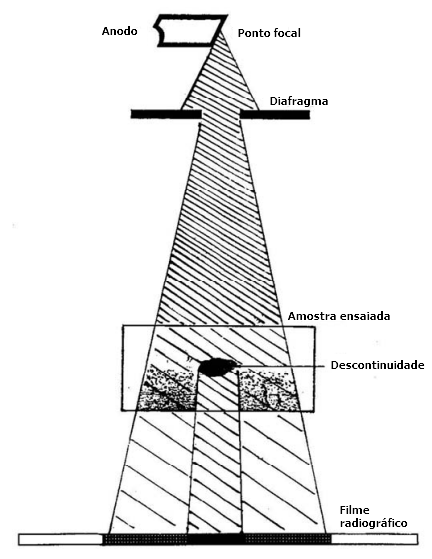
No método radiográfico convencional o filme é posicionado entre a fonte de radiação e o objeto inspecionado. Essa afirmação?
|
[IAEA1] |
| a) É verdadeira. | ||
| b) Depende da técnica radiográfica. | ||
| c) Depende do tipo de filme radiográfico utilizado. | ||
| d) É falsa. | ||
| 26 |
 Com relação ao ensaio radiográfico, qual das seguintes afirmações É ERRADA?
Com relação ao ensaio radiográfico, qual das seguintes afirmações É ERRADA?
|
[IAEA1] |
| a) Um filme radiográfico apropriado é colocado atrás da amostra de ensaio e é exposto passando raios X ou raios gama (radiisótopos Co-60 e Ir-192, principalmente) através dele | ||
| b) A intensidade dos raios X ou raios gama ao passar pelo produto é modificada de acordo com a estrutura interna da amostra e assim o filme exposto, após o processamento, revela a imagem sombreada (tons de cinza), conhecida como radiografia, do produto | ||
| c) Em seguida, o filme é interpretado para obter dados sobre as falhas presentes no corpo de prova | ||
| d) Este método é usado exclusivamente em produtos soldados | ||
| 27 |
Qual das seguintes opções NÃO É VANTAGEM do ensaio radiográfico?
|
[IAEA1] |
| a) Pode ser usado para inspecionar grandes áreas de uma só vez. | ||
| b) É útil em uma ampla variedade de materiais. | ||
| c) Pode ser usado para verificar má estrutura interna, montagem incorreta ou desalinhamento. | ||
| d) Não fornece registro permanente (obriga o escaneamento do próprio filme radiográfico caso se queira registrar o resultado). | ||
| 28 |
Qual das seguintes opções NÃO É VANTAGEM do ensaio radiográfico?
|
[IAEA1] |
| a) Nenhuma calibração necessária no local de trabalho. | ||
| b) Dispositivos para verificar a qualidade da radiografia estão disponíveis. | ||
| c) A interpretação de radiografias pode ser feita em condições confortáveis (laboratório com negatoscópio). | ||
| d) É tipicamente um ensaio empregado para detecção de descontinuidades superficiais. | ||
| 29 |
Qual das seguintes opções NÃO É limitação do método radiográfico?
|
[IAEA1] |
| a) Os raios X e os raios gama NÃO são perigosos para a saúde humana. | ||
| b) Não pode detectar defeitos planares em todas as condições (depende da orientação da fonte e da falha). | ||
| c) É necessário acesso a ambos os lados da amostra. | ||
| d) Certas áreas em muitos itens não podem ser radiografadas devido à consideração geométrica (geometria da peça gerando imagens em falsa grandeza). | ||
| 30 |
Qual das seguintes opções NÃO É limitação do método radiográfico?
|
[IAEA1] |
| a) A sensibilidade da inspeção diminui com a espessura da peça radiografada. | ||
| b) É mais barato normalmente que os demais ensaios convencionais, principalmente PM (partículas magnéticas) e LP (líquidos penetrantes). | ||
| c) Requer habilidade considerável para a interpretação das radiografias. | ||
| d) Profundidade de descontinuidade não é indicada. | ||
| 31 |
Com relação ao ensaio ultrassônico de materiais, qual das seguintes afirmações é ERRADA?
|
[IAEA1] |
| a) A inspeção ultrassônica é um método não destrutivo no qual ondas sonoras de alta frequência são introduzidas no material que está sendo inspecionado. | ||
| b) A maioria das inspeções ultrassônicas é feita em frequências entre 0,5 e 20 MHz, bem acima da faixa de audição humana que é cerca de 16 Hz a 20 kHz. | ||
| c) As ondas sonoras viajam através do material sem nenhuma perda de energia (atenuação) devido às características do material. | ||
| d) A intensidade das ondas sonoras é medida, após reflexão (pulso refletido) nas interfaces (ou falhas) ou é medida na superfície oposta da amostra (pulso transmitido). | ||
| 32 |
Com relação ao ensaio ultrassônico de materiais, qual das seguintes afirmações é ERRADA?
|
[IAEA1] |
| a) O feixe sonoro refletido é detectado e analisado para definir a presença e a localização das falhas. | ||
| b) O grau de reflexão depende em grande parte do estado físico (propriedade física impedância acústica) da matéria no lado oposto da interface e, em menor grau, das propriedades físicas específicas da matéria no qual a feixe estava viajando até chegar a interface. | ||
| c) O ensaio ultrassônico tem um poder de penetração inferior ao da radiografia e pode detectar falhas profundas na amostra ensaiada (digamos, até cerca de 60 a 70 milímetros de aço) | ||
| d) A reflexão parcial ocorre em interfaces metal-líquido ou metal-sólido. | ||
| 33 |
A afirmação: "O ensaio ultrassônico aplicado em materiais é A reflexão parcial ocorre em interfaces metal-líquido ou metal-sólido.
|
[IAEA1] |
| a) Verdadeira | ||
| b) Falsa | ||
| c) Verdadeira ou falsa | ||
| d) Verdadeira é falsa | ||
| 34 |
Com relação ao ensaio ultrassônico de materiais, qual das seguintes afirmações é FALSA?
|
[IAEA1] |
| a) Usado principalmente para detecção de falhas em materiais. | ||
| b) Não é utilizado para medição de espessura. | ||
| c) Usado para a determinação de propriedades mecânicas e estrutura de grãos (metalúrgica) de materiais. | ||
| d) Usado para a avaliação de variáveis de processamento mecânico na fabricação de peças com os materiais. | ||
| 35 |
Qual das seguintes opções NÃO É vantagem dos ensaios ultrassônicos?
|
[IAEA1] |
| a) Não tem uma alta precisão de medição da posição e tamanho da falha, mas o mais importante é detectar a presença dos defeitos do que dimensionar e localizar. | ||
| b) Tem alta sensibilidade que permite a detecção de defeitos minúsculos. | ||
| c) Possui alto poder de penetração (da ordem de 6 a 7 metros em aço) o que permite o exame de seções extremamente espessas. | ||
| d) Possui resposta rápida que permite inspeção rápida e automática. | ||
| e) Precisa de acesso a apenas uma superfície do corpo de prova. | ||
| 36 |
Qual das seguintes afirmações NÃO É limitação do ensaio ultrassônico?
|
[IAEA1] |
| a) A geometria desfavorável do corpo de prova causa problemas durante a inspeção. | ||
| b) A inspeção de materiais com estrutura interna indesejável (grosseira e/ou altamente atenuante) não é problema. | ||
| c) Requer o uso de um acoplante. | ||
| d) A sonda deve ser devidamente acoplada durante a varredura. | ||
| e) A orientação do defeito afeta a detectabilidade do defeito. | ||
| 37 |
Qual das seguintes afirmações NÃO É limitação do ensaio ultrassônico?
|
[IAEA1] |
| a) O equipamento é bastante barato comparado com outros métodos convencionais. | ||
| b) É necessária mão de obra altamente qualificada. | ||
| c) Padrões de referência e calibração são necessários. | ||
| d) Superfícies ásperas podem ser um problema e a preparação da superfície é necessária. | ||
| 38 |
Comparando os métodos de END e seus requisitos de acesso, qual a opção correta?
(1) Métodos Óticos
(2) Radiografia
(3) Ultrassom
(4) Partículas Magnéticas
(5)Líquidos Penetrates
(6)Correntes Parasitas
(A) Requer que a descontinuidade seja acessada pelo penetrante (isto é, na supefície que deve estar limpa.
(B) Um lado ou ambos (ou extremos) devem estar acessíveis.
(C) Necessita acesso aos dois lados da peça inspecionada.
(D) Requer uma superfície relativamente suáve e limpa.
(E) Superfície deve (usualmente) ser razoavelmente suáve e limpa.
(F) Pode ser empregada para visualizar o interior de equipamentos complexos. Apenas um ponto de acesso pode ser suficiente.
|
[IAEA1] |
| a) 1A - 2B - 3C - 4E - 5F - 6D | ||
| b) 1F - 2C - 3B - 4D - 5A - 6E | ||
| c) 1A - 2C - 3B - 4F - 5D - 6E | ||
| d) 1C - 2B - 3A - 4D - 5E - 6F | ||
| 39 |
Com relação as estruturas dos metais (puros) e das ligas metálicas, qual afirmação está ERRADA?
|
[IAEA1] |
| a) As propriedades dos metais podem ser explicadas em termos da maneira pela qual os átomos de um metal estão ligados. | ||
| b) A ligação dos átomos dos metais, chamada de 'ligação metálica', é formada entre átomos metálicos semelhantes quando alguns elétrons na camada de valência se separam de seu átomo e existem em uma nuvem ao redor de todos os átomos carregados positivamente. | ||
| c) Os átomos carregados positivamente se organizam em um padrão totalmente desordenado. | ||
| d) Os átomos são mantidos juntos por causa de sua atração mútua pela nuvem eletrônica negativa. | ||
| 40 |
Com realação a estrutura cristalina dos materiais, qual das seguintes opções é ERRADA?
|
[IAEA1] |
| a) Toda matéria é considerada composta de substâncias unitárias conhecidas como elementos químicos. | ||
| b) Os elementos químicos são as menores unidades que são distinguíveis com base em sua atividade química e propriedades físicas. | ||
|
c) Os elementos químicos são compostos de átomos que possuem uma estrutura distinta característica de cada elemento.
|
||
|
d) Os átomos são pequenos demais para serem vistos com o auxílio de microscópios comuns, mas o contorno das moléculas foi detectado com dispositivos como o microscópio eletrônico de varredura e o de campo iônico.
|
||
| e) Os elementos químicos podem ser classificados em três grupos: metais, metalóides, planetas, satélites e não metais. | ||
| 41 |
Entre as seguintes opções qual NÃO pode ser considerada propriedade que um elemento deve ter para ser considerado um metal?
|
[IAEA1] |
| a) possuem estrutura cristalina; | ||
| b) apresentam alta condutividade térmica e elétrica; | ||
| c) possuem grande dificuldade de ser deformado plasticamente; | ||
| d) apresentam brilho metálico ou alta refletividade da luz; | ||
| e) têm capacidade de doar elétrons e formar um íon positivo. | ||
| 42 |
Entre os seguintes elementos, qual não é um metaloide (elementos que se assemelham a metais em alguns aspectos e a não metais em outros)?
|
[IAEA1] |
| a) carbono | ||
| b) titânio | ||
| c) boro | ||
| d) silício | ||
| 43 |
Entre os seguintes elementos, qual NÃO pode ser classificado como não-metal?
|
[IAEA1] |
| a) cloro | ||
| b) cobre | ||
| c) nitrogênio | ||
| d) oxigênio | ||
| c) fósforo | ||
| d) enxôfre | ||
| 44 |
Qual das seguintes afirmações É INCORRETA com relação a estrutura cristalina dos metais?
|
[IAEA1] |
| a) As propriedades mecânicas dos metais são independentes de sua estrutura cristalina. | ||
| b) Os átomos no estado sólido de um metal estão dispostos em formas geométricas tridimensionais definidas padrões para formar cristais ou grãos do metal. | ||
| c) A rede formada pela união do centro dos átomos em um cristal é chamada de 'rede espacial' ou 'rede cristalina' do metal. | ||
| d) O menor volume em uma rede espacial que representa adequadamente a posição dos átomos em relação uns aos outros é conhecido como célula unitária. | ||
| 45 |
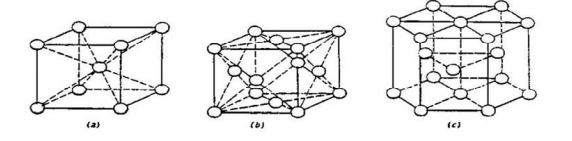 Existem quatorze tipos de células unitárias, mas as estruturas da maioria dos metais comuns e comercialmente importantes no estado sólido são construídas a partir dos seguintes três tipos de células unitárias. Associe o nome da três principais estruturas cristalinas com sua definição.
(a) Cubo de Corpo Centradac (CCC)
(b) Cubo de Face Centrada (CFC)
(c) Hexagonal Compacta (HC)
(1) Consistem em quatorze átomos com oito nos vértices e os outros seis centrados nas faces do cubo. Essa estrutura é característica dos metais dúcteis, que incluem alumínio, cobre, ouro, chumbo, níquel, platina e prata. O ferro, que é cúbico de corpo centrado à temperatura ambiente, também é da estrutura de face centrada na faixa de temperatura de cerca de 910 oC a 1.400 oC e é chamado de ferro gama ou austenita.
(2) Dezessete átomos se combinam para formar a célula unitária. Sete átomos estão localizados em cada face hexagonal com um em cada canto e o sétimo no centro. Os três átomos restantes ocupam uma posição triangular no centro da célula equidistante das duas faces. Os metais com esta estrutura são bastante susceptíveis ao endurecimento. Alguns dos metais mais comumente usados que cristalizam com esta estrutura são cádmio, cobalto, magnésio, titânio e zinco.
(3) É composta por nove átomos. Oito estão localizados nos cantos do cubo com o nono posicionado centralmente entre eles. A cúbica de corpo centrado é uma estrutura forte e, em geral, os metais que são duros e fortes estão nessa forma em temperaturas normais. Esses metais incluem, por exemplo, cromo, molibdênio, bário, tungstênio, sódio e vanádio. O aço abaixo de 723 oC também possui essa estrutura e é chamado de ferro alfa ou ferrita.
Existem quatorze tipos de células unitárias, mas as estruturas da maioria dos metais comuns e comercialmente importantes no estado sólido são construídas a partir dos seguintes três tipos de células unitárias. Associe o nome da três principais estruturas cristalinas com sua definição.
(a) Cubo de Corpo Centradac (CCC)
(b) Cubo de Face Centrada (CFC)
(c) Hexagonal Compacta (HC)
(1) Consistem em quatorze átomos com oito nos vértices e os outros seis centrados nas faces do cubo. Essa estrutura é característica dos metais dúcteis, que incluem alumínio, cobre, ouro, chumbo, níquel, platina e prata. O ferro, que é cúbico de corpo centrado à temperatura ambiente, também é da estrutura de face centrada na faixa de temperatura de cerca de 910 oC a 1.400 oC e é chamado de ferro gama ou austenita.
(2) Dezessete átomos se combinam para formar a célula unitária. Sete átomos estão localizados em cada face hexagonal com um em cada canto e o sétimo no centro. Os três átomos restantes ocupam uma posição triangular no centro da célula equidistante das duas faces. Os metais com esta estrutura são bastante susceptíveis ao endurecimento. Alguns dos metais mais comumente usados que cristalizam com esta estrutura são cádmio, cobalto, magnésio, titânio e zinco.
(3) É composta por nove átomos. Oito estão localizados nos cantos do cubo com o nono posicionado centralmente entre eles. A cúbica de corpo centrado é uma estrutura forte e, em geral, os metais que são duros e fortes estão nessa forma em temperaturas normais. Esses metais incluem, por exemplo, cromo, molibdênio, bário, tungstênio, sódio e vanádio. O aço abaixo de 723 oC também possui essa estrutura e é chamado de ferro alfa ou ferrita.
|
[IAEA1] |
| a) a3 - b3 - c1 | ||
| b) a2 - b1 - c3 | ||
| c) a1 - b2 - c3 | ||
| d) a3 - b2 - c1 | ||
| 46 |
 Com relação as definições de grãos (cristais) e de contornos de grão, qual das seguintes afirmações É FALSA?
Com relação as definições de grãos (cristais) e de contornos de grão, qual das seguintes afirmações É FALSA?
|
[IAEA1] |
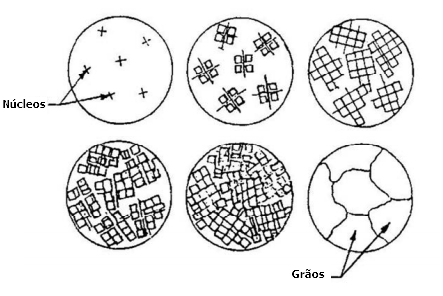
| a) Quando um metal é resfriado do estado líquido para o estado sólido, como o resfriamento é exatamente o mesmo para todos os átomos, todos átomos serão atraídos uns aos outros para formar uma célula global. | ||
| b) A célula unitária resultante da transformação líquido-sólido torna-se o núcleo para a formação de cristais. | ||
| c) À medida que o resfriamento continua, outros átomos assumirão suas posições ao lado desse núcleo e os cristais, ou como geralmente é chamado no caso de metais, o grão, crescerá em tamanho. | ||
| d) Esse crescimento ordenado do grão continua em todas as direções até encontrar interferência de outros grãos que estão se formando simultaneamente em torno de outros núcleos originais. | ||
| 47 |
O texto a seguir, sobre crescimento de cristais e grão durante a solidificação, serve para explicar a formação de qual entidade metalúrgica dos metais e ligas metálicas?
"Se dois grãos com a mesma orientação se encontrarem, eles se unirão para formar um grão maior, mas se estiverem se formando em torno de eixos diferentes, os últimos átomos a se solidificarem entre os grãos em crescimento serão atraídos por cada um e devem assumir posições de compromisso na tentativa para satisfazer um desejo duplo de se unir a cada um. Esses
átomos mal posicionados estão em camadas ao redor dos grãos e são conhecidos como ___________________________."
|
[IAEA1] |
| a) descontinuidades ("dislocations") | ||
| b) contornos de grão | ||
| c) cristais | ||
| d) grãos | ||
| 48 | Os contornos de grão são interrupções no arranjo ordenado das estruturas cristalinas ordenadas de cada grão e oferecem resistência à deformação do metal. Portanto, um metal de _____________ com um grande número de contornos de grão será mais duro e mais forte do que um metal de ______________ da mesma composição? | [IAEA1] |
| a) grãos grossos - grãos finos | ||
| b) cristais grossos - cristais finos | ||
| c) grãos finos - grãos grossos | ||
| d) microestrutura cristalina - retículo cristalino | ||
| 49 |
Com relação a estrutura das ligas metálicas, qual das seguintes afirmações É ERRADA?
|
[IAEA1] |
| a) Uma liga é uma substância que possui propriedades metálicas e é composta por dois ou mais elementos químicos, dos quais pelo menos um é um metal. | ||
| b) A maioria dos materiais metálicos usados comercialmente não são metais puros, mas ligas que consistem em mais de um elemento. | ||
| c) Nenhum deles pode ser elemento não metálico. | ||
| d) Fundamentalmente, existem três modos de arranjo de átomos ou fases em ligas. Esses três modos (fases) são; metal puro, solução sólida e composto intermetálico. | ||
| 50 |
Associar os modos (fases) das ligas metálicas e suas definições:
(1) Metal puro
(2) Solução sólida
(3) Solução sólida substitucional
(4) Solução sólida intersticial
(5) Composto intermetálico
(A) composta de duas partes: um soluto e um solvente. O soluto é a menor parte da solução ou do material que é dissolvido, enquanto o solvente constitui a maior parte da solução.
(B) Geralmente são formados entre metais quimicamente diferentes e são combinados seguindo as regras de valência química.
(C) Não existem átomos B nos grãos de cristal A nem átomos A nos grãos B, ou seja, mistura de grãos de cristal A e B puros. Os metais A e B são mutuamente insolúveis.
(D) É uma solução de dois ou mais elementos com átomos que são quase do mesmo tamanho. Este requisito é necessário porque os átomos de liga precisam substituir os átomos regulares na estrutura de rede.
(E) Compostas de elementos de liga ou átomos que diferem muito em tamanho. Os átomos de liga devem ser pequenos o suficiente para caber dentro da estrutura de rede do material base.
|
[IAEA1] |
| a) 1A - 2C - 3D - 4B - 5E | ||
| b) 1C - 2A - 3D - 4E - 5B | ||
| c) 1B - 2A - 3C - 4D - 5E | ||
| d) 1E - 2D - 3C - 4B - 5A | ||
| 51 |
A afirmação: "A transformação quando um metal muda de um arranjo de cristal para outro é chamada de 'transformação alotrópica' ou 'transformação de fase'."
|
[IAEA1] |
| a) É falsa | ||
| b) É verdadeira ou falsa | ||
| c) É verdadeira | ||
| d) É verdadeira e falsa | ||
| 52 |
Associe as três formas alotrópicas do ferro puro com as faixas de temperatura que essas fases ocorrem?
(1) CCC - Cubo de Corpo Centrado
(2) CFC - Cubo de Face Centrada
(3) Ferro Delta
(A) acima de 911oC
(B) entre 1398o e 1538oC
(C) abaixo de 704oC
|
[IAEA1] |
| a) 1C - 2A - 3B | ||
| b) 1C - 2B - 3A | ||
| c) 1A - 2B - 3C | ||
| d) 1B - 2C - 3A | ||
| 53 |
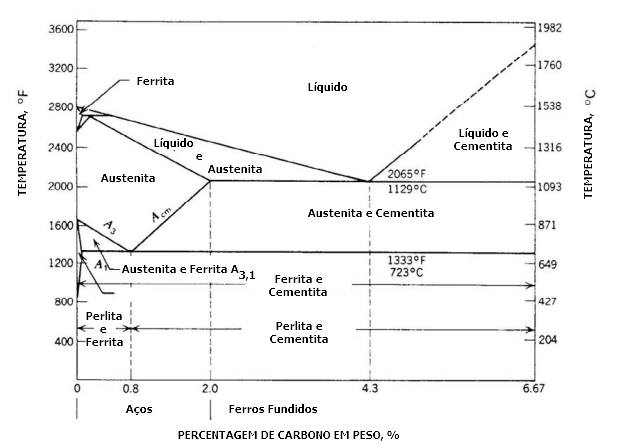 Com relação ao Aço (diagrama de fases da figura), qual das seguintes afirmativas É ERRADA?
Com relação ao Aço (diagrama de fases da figura), qual das seguintes afirmativas É ERRADA?
|
[IAEA1] |
| a) O aço é uma liga de ferro que contém menos de 20% de carbono. | ||
| b) A presença de carbono altera as temperaturas nas quais o a mudança do estado líquido para o estado sólido e as transformações de fase ocorrem. | ||
| c) A adição de outros elementos de liga também afeta as temperaturas de transformação. | ||
| d) As variações no teor de carbono têm um efeito profundo tanto nas temperaturas de transformação quanto nas proporções e distribuições das várias fases (austenita, ferrita e cementita). | ||
| 54 |
Ainda com relação ao diagrama de fase Fe-C e as microestruturas presentes a temperatura ambiente nas condições de equilíbrio, associe os nomes dos constituintes às suas características:
(1) Ferrita
(2) Perlita
(3) Cementita
(4) Austenita
(5) Leborita
(A) Mistura sólida de carbono e ferro gama
(B) Solução sólida de carbono e ferro alfa
(C) Carboneto de ferro, Fe3C, presente na perlita ou como carbonetos maciços em aços de alto carbono
(D) Mistura de cementita e ferrita que se forma em placas ou lamelas
(E) Mistura eutética de austenita e cementita
|
[IAEA1] |
| a) 1A - 2B - 3C - 4D - 5E | ||
| b) 1E - 2D - 3C - 4E - 5A | ||
| c) 1B - 2D - 3C - 4E - 5A | ||
| d) 1B - 2D - 3C - 4A - 5E | ||
| 55 |
Com relação ao diagrama de equilíbrio de fases ferro-carbono que considera resfriamento lento, qual das seguintes consideração NÃO É VERDADEIRA com relação a composição dos componentes e a velocidade de resfriamento?
|
[IAEA1] |
| a) Quando os aços carbono são resfriados lentamente a partir da faixa de temperatura austenítica, as quantidades relativas desses três constituintes (ferrita, perlita e cementita) à temperatura ambiente dependem da composição química. | ||
| b) Nas velocidades de resfriamento mais lentas grande quantidade de perlita é formada. | ||
| c) Em taxas de resfriamento rápidas e temperaturas de transformação mais baixas em vez de perlita, carbonetos finos em uma matriz de ferrita, chamados de bainita passam a ser formados. | ||
| d) A estrutura bainitica omplica em dureza menor e dutilidade maior que a estrutura perlítica fina. | ||
| 56 |
A afirmação: "A martensita é o produto mais duro da decomposição da austenita. Quando a taxa de resfriamento é rápida o suficiente para formar 100 por cento de martensita, nenhum aumento adicional na dureza pode ser alcançado por uma têmpera mais rápida. A decomposição da austenita é uma consideração importante na soldagem de ligas de aço porque o metal de solda e partes da zona termicamente afetada sofrem essa transformação."
|
[IAEA1] |
| a) É falsa | ||
| b) Pode ser verdadeira ou falsa | ||
| c) É verdadeira | ||
| d) Pode ser verdadeira e falsa | ||
| 57 |
 Com relação as propriedades de elasticidade dos materiais, qual das seguintes opções É FALSA?
Com relação as propriedades de elasticidade dos materiais, qual das seguintes opções É FALSA?
|
[IAEA1] |
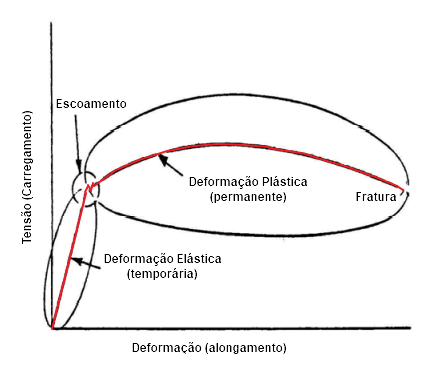
| a) Um metal sob tensão de compressão irá encurtar e o metal sob tensão irá alongar. Essa mudança na forma é chamada de deformação. | ||
| b) A capacidade do metal de deformar sob carga e depois retornar ao seu tamanho e forma originais quando descarregado é chamada de elasticidade. | ||
| c) O limite elástico (limite proporcional) é a maior carga que um material pode suportar e ainda retornar à sua forma original quando a carga é removida. | ||
| d) Dentro da faixa elástica, a tensão é proporcional à deformação e isso é conhecido como lei de Huck. | ||
| 58 |
Com relação as propriedades de plasticidade dos materiais (atenção na curva da figura), qual das seguintes opções É FALSA?
|
[REF ] |
| a) Um ponto na curva ligeiramente superior ao limite elástico é conhecido como ponto de escoamento ou tensão de escoamento. | ||
| b) A carga permitida ou segura para um metal em serviço deve estar bem abaixo do limite elástico. | ||
| c) Se forem aplicadas cargas mais altas, no entanto, a faixa de elasticidade ou deformação elástica é excedida e o metal agora fica permanentemente deformado. | ||
| d) Independentemente da força aplicada por laminação, prensagem ou golpes de martelo, os metais não podem ser moldados em formas úteis. | ||
| e) Se a aplicação de carga é aumentada na região plástica chega-se a um estágio em que o material fratura. | ||
| 59 |
Na parte reta da curva tensão-deformação (regime elástico) qual o nome que é dado a inclinação dessa reta?
|
[IAEA1] |
| a) módulo de elasticidade | ||
| b) módulo de rigidez | ||
| c) módulo de plasticidade | ||
| d) módulo de Hooke | ||
| 60 |
A afirmação: "A resistência de um metal é sua capacidade de facilitar a mudança de forma ou tamanho quando forças externas são aplicadas."
|
[IAEA1] |
| a) É verdadeira | ||
| b) É falsa | ||
| c) É verdadeira ou falsa | ||
| d) É verdadeira e falsa | ||
| 61 |
A afirmação: "A dureza de um metal é sua capacidade de resistir à deformação permanente."
|
[IAEA1] |
| a) É verdadeira ou falsa | ||
| b) É verdadeira e falsa | ||
| c) É verdadeira | ||
| d) É falsa | ||
| 62 |
Quais das seguintes opções não é forma de medir a dureza dos materiais?
|
[IAEA1] |
| a) Resistência à penetração | ||
| b) Resistência ao risco | ||
| c) Resistência ao quique | ||
| d) Dureza elástica | ||
| 63 |
Com relação a medição de dureza por resistência a penetração, qual das seguintes opções NÃO É VERDADEIRA?
|
[IAEA1] |
| a) O ensaio de dureza Brinell é feito forçando uma esfera de aço, geralmente de 1 milímetro (mm) de diâmetro, no corpo de prova usando um peso de carga conhecido e medindo o diâmetro da impressão resultante. | ||
| b) O princípio do método de medição é medir a penetração da amostra por um penetrador, como uma esfera de aço ou ponta de diamante. | ||
| c) As máquinas de medição de dureza Rockwell, Vicker e Brinell são os tipos de durômetros mais usados para fins industriais e metalúrgicos. | ||
| d) O teste de dureza Rockwell é feito aplicando duas cargas a uma amostra e medindo a diferença na profundidade de penetração na amostra entre a carga menor e a maior. | ||
| 64 |
Com relação a propriedade ductilidade dos metais, qual das seguintes afirmações É FALSA?
|
[IAEA1] |
| a) A propriedade que permite que um metal se deforme permanentemente quando carregado em tração é chamada de ductilidade. | ||
| b) Qualquer metal que apresenta dificuldades em ser transformado em um fio é dúctil. | ||
| c) Num ensaio de tração, a porcentagem de alongamento (aumento no comprimento) e a porcentagem de redução na área (diminuição da área no ponto mais estreito) são medidas de ductilidade. | ||
| d) Um metal com menos de 20% de alongamento teria baixa ductilidade. | ||
| 65 |
Com relação a propriedade maleabilidade dos metais, qual das seguintes afirmações É FALSA?
|
[IAEA1] |
| a) A capacidade de um metal de se deformar permanentemente quando carregado em compressão é chamada de ductilidade. | ||
| b) Os metais que podem ser martelados ou enrolados em folhas são maleáveis. | ||
| c) A maioria dos metais dúcteis também são maleáveis, excessão é o chumbo que é maleável porém não dúctil. | ||
| d) Alguns metais muito maleáveis são chumbo, estanho, ouro, prata, ferro e cobre. | ||
| 66 |
Com relação a caractéristica FRAGILIDADE dos materiais, qual das seguintes opções É FALSA?
|
[IAEA1] |
| a) Um material que não se deforma plasticamente sob carga é considerado frágil. | ||
| b) Um 'entalhe' muito afiado que concentra a carga em uma pequena área também pode aumentar a plasticidade, e consequentemente reduzir a fragilidade. | ||
| c) O trabalho a frio excessivo causa fragilidade e perda de ductilidade. | ||
| d) Mordedura de solda, ressaltos agudos (abruptos) em eixos usinados e ângulos agudos em forjados e fundidos são exemplos de entalhes indesejados (potenciais elevadores de tensão). | ||
| 67 |
Com relação a propriedade dos materiais Tenacidade ao Entalhe, qual das seguintes afirmações É FALSA?
|
[REF ] |
| a) A tenacidade ao entalhe (resistência ao impacto) é a capacidade de um metal de resistir à ruptura da carga de impacto quando não há um entalhe ou ausência de tensão presente. | ||
| b) Como regra geral, um metal frágil, como ferro fundido cinzento, falhará sob baixas cargas de choque; ou seja, sua resistência ao choque é baixa. | ||
| c) Os metais de granulação grossa terão menor resistência ao choque do que os metais de granulação fina. | ||
| d) Um entalhe ou ranhura em uma peça diminuirá a resistência ao choque de um metal. | ||
| 68 |
Com relação a propriedade condutividade elétrica dos materiais, qual das seguintes opções É FALSA??
|
[REF ] |
| a) A condutividade elétrica é uma medida da capacidade de um material de conduzir corrente elétrica. É o inverso da resistividade elétrica. | ||
| b) A condutividade dos elementos metálicos varia diretamente com a temperatura absoluta na faixa normal de temperaturas. | ||
| c) A condutividade é comumente expressa em mhos por metro, já que a unidade de resistividade é o μohm.cm. | ||
| d) Entre as substâncias mais condutoras (prata e cobre) e as mais resistivas (poliestireno, por exemplo) a diferença é de 23 ordens de grandeza. | ||
| 69 |
Associar o tipo de material não metálico apresentado com a sua definição.
(1) Cerâmico
(2) Cermets (composto cerâmico-metálico)
(3) Compósitos
(4) Concreto
(A) É um material no qual um material mais forte, às vezes fibroso, é geralmente combinado com outro para reforçar ou fortalecer a massa resultante. O material de reforço fibroso pode estar em forma de folha, forma de filamento (tecido ou aleatório), ou forma de fibra curta.
(B) Oferece propriedades únicas como materiais de engenharia, notavelmente dureza excepcionalmente alta e resistência à abrasão e corrosão, bem como propriedades de alta temperatura consideravelmente superiores às de qualquer metal.
(C) As combinações metalocerâmicas são de dois tipos: um revestimento cerâmico sobre o metal ou uma combinação química e mecânica de metais e cerâmicas. Os metais têm alta resistência à tração e resistência ao choque, mas perdem essas propriedades rapidamente com o aumento da temperatura. As cerâmicas do tipo refratário têm pontos de fusão extremamente altos e excelente estabilidade geral, mas são de baixa resistência à tração e resistência a choques mecânicos e térmicos.
(D) É uma mistura de pedra e areia mantidas juntas por uma pasta endurecida de cimento hidráulico e água. Possui grande durabilidade e tem capacidade de suportar altas cargas principalmente em compressão.
|
[REF ] |
| a) 1A - 2B - 3C - 4D | ||
| b) 1A - 2C - 3B - 4D | ||
| c) 1B - 2C - 3A - 4D | ||
| d) 1D - 2C - 3B - 4A | ||
| 70 |
Quanto a descontinuidades e defeitos em materiais metálicos, a afirmação a seguir É?
"Sempre que há uma mudança na homogeneidade e uniformidade das propriedades dentro de um material, isso pode invariavelmente ser atribuído à presença de descontinuidades ou imperfeições (falta de material) dentro do material. A partir dos deslocamentos e irregularidades da estrutura atômica, as descontinuidades podem assumir vários formatos e formas."
|
[IAEA1] |
| a) errada | ||
| b) certa | ||
|
c) parcialmente errada
|
||
| d) totalmente errada | ||
| 71 |
Quanto a etapa de formação, as descontinuidades podem ser divididas em três categorias. Associar essas categorias com a sua definição.
(1) Descontinuidades inerentes
(2) Descontinuidades de processamento
(3) Descontinuidades de serviço
(A) Geralmente estão relacionadas aos vários processos de fabricação, como usinagem, conformação, extrusão, laminação, soldagem, tratamento térmico e galvanização. Durante o processo de fabricação, muitas descontinuidades que eram internas (embebidas) serão abertas para a superfície por usinagem, retificação, etc.
(B) Estão relacionadas às diversas condições de serviço, como tensão, corrosão, fadiga e erosão. As descontinuidades podem alterar a distribuição de tensões locais e, além disso, podem afetar as propriedades mecânicas ou químicas (resistência à corrosão).
(C) São geralmente formadas quando o metal é fundido. Existem mais duas subclassificações. As descontinuidades relativas ao forjado referem-se à fusão e solidificação do lingote original antes de ser formado em placas, blocos e tarugos. As descontinuidades relativas a fusão-solidificação dos metais referem-se à fusão, vazamento em moldes e solidificação de um artigo do processo de fundição.
|
[IAEA1] |
| a) 1A - 2B - 3C | ||
| b) 1A - 2C - 3B | ||
| c) 1C - 2A - 3B | ||
| d) 1C - 2B - 3A | ||
| 72 |
Para definir a criticidade ou a gravidade de uma descontinuidade, existem algumas de suas características que devem ser consideradas, a excessão de?
|
[IAEA1] |
| a) tamanho | ||
| b) todas as demais caracterísiticas devem ser consideradas | ||
| c) forma (volumética, linear, planar) | ||
| d) orientação em relação à tensão de trabalho principal e tensão residual | ||
| d) localização em relação às superfícies externas e às seções críticas da estrutura | ||
| 73 |
 Com relação ao lingote fundido num processo primpario e descontinuidades relacionadas, qual das seguintes opções é INVERÍDICA?
Com relação ao lingote fundido num processo primpario e descontinuidades relacionadas, qual das seguintes opções é INVERÍDICA?
|
[IAEA1] |
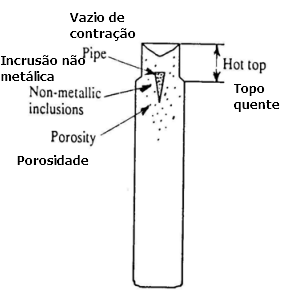
| a) Um fundido adequado para trabalho de fabricação posterior ou re-fundir é chamado de lingote. | ||
| b) Um lingote ou tarugo é normalmente o ponto de partida para a formação real de artigos ou materiais. | ||
| c) A maioria dessas descontinuidades no lingote está na parte inferior e pode ser facilmente eliminada cortando o topo do lingote. | ||
| d) Descontinuidades típicas encontradas no lingote são inclusões não metálicas, porosidade e vazios de contração. | ||
| e) Os blocos podem então ser processados para formar placas, chapas e perfis. | ||
| 74 |
 Com relação ao processo de fabricação por fundição, qual das seguintes opções É VERDADEIRA?
Com relação ao processo de fabricação por fundição, qual das seguintes opções É VERDADEIRA?
|
[IAEA1] |
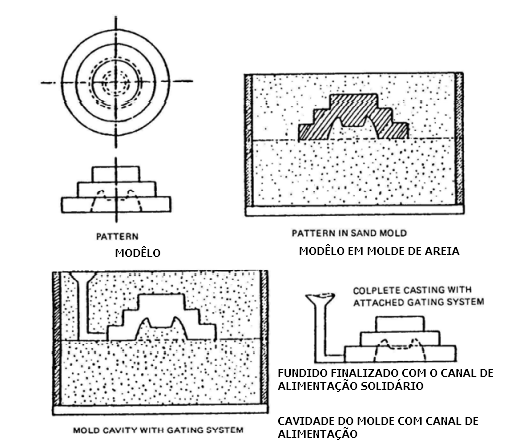
| a) Um método comumente usado para formar objetos de metal de formas complexas é vazar metal fundido em um molde no qual ele se ajusta à forma necessária. | ||
| b) O molde é então quebrado para expor a peça fundida, ou o projeto do molde é tal que pode ser separado (aberto) sem danos e reutilizado. | ||
| c) Todas as demais opções estão corretas. | ||
| c) Os moldes são geralmente formados a partir de formatos padrões que podem ser usados várias vezes, se necessário, e seu projeto é crítico, pois os orifícios de 'alimentação' e 'ventilação' devem ser cuidadosamente posicionados no molde para permitir que o metal flua livremente em todas as peças e que o ar previamente existente saia sem ficar aprisionado. | ||
| d) Os problemas que podem ocorrer são o aprisionamento no molde no resfriamento e também é improvável que a estrutura cristalina de uma peça fundida seja ótima em todas as peças, de modo que sua resistência pode ser menor do que com outros métodos de fabricação. | ||
| 75 |
Associe o tipo de processo de fundição com a sua definição:
(1) Fundição em areia (2) Fundição em molde permanente (3) Fundição sob pressão (4) Fundição em câmara quente (5) Fundição em câmara fria (6) Fundição centrífuga (7) Fundição por microfusão (8) Fundição de molde em casca (9) Fundição contínua (A) Processo no qual o metal fundido é vazado e solidificado enquanto o molde está girando. É usada para fabricação de objetos de formato simétrico. (B) Processo no qual o metal fundido é introduzido diretamente desta unidade de fusão, por meio de mecanismo de êmbolo na cavidade da matriz. O processo é ainda caracterizado por uma quantidade normal de superaquecimento no metal e a necessidade de uma pressão de fundição proporcionalmente menor. (C) Uma fundição feita por vazamento de metal fundido em um molde feito de alguma liga metálica ou outro material de permanência. O molde não é destruído na remoção do fundido e, portanto, pode ser reutilizado muitas vezes. (D) Um molde de areia é usado para moldar a forma desejada da liga necessária. Um molde de areia pode ser definido como um recipiente de areia pré-formado no qual o metal fundido é derramado e deixado solidificar. (E) Metal fundido entra em uma extremidade do molde e o metal sólido é extraído da outra. O controle da temperatura do molde e da velocidade de trefilação é essencial para resultados satisfatórios. (F) As ligas metálicas fundidas em estado semifundido requerem maior pressão para compensar a fluidez reduzida resultante das baixas temperaturas de vazamento. (G) Uso de um molde permanente (matriz) no qual o metal fundido é introduzido por meio de pressão. (H) Este processo envolve a fabricação de um molde que tem duas ou mais peças finas, semelhantes a conchas, consistindo de areia termoendurecível ligada à resina. Essas conchas são de uso único na aplicação e são duras e facilmente manuseadas e armazenadas. (I) Este processo envolve a fabricação de um molde de peça única a partir do qual o modelo é removido por um procedimento que derrete o modelo. Os moldes utilizados neste processo são moldes de uso único. |
[IAEA1] |
| a) 1D - 2C - 3G - 4B - 5F - 6A - 7I - 8H - 9E | ||
| b) 1A - 2B - 3C - 4D - 5F - 6G -7H - 8E - 9I | ||
| c) 1E - 2C - 3G - 4B - 5F - 6A - 7I - 8H - 9D | ||
| d) 1H - 2G - 3F - 4E - 5D - 6D - 7C - 8B - 9A | ||
| 76 |
Quais são as três (3) categorias de defeitos de fundição existentes?
|
[IAEA1] |
| a) planares; lineares; volumétricos | ||
| b) maiores ou mais graves; intermediários que permitem recuperação; menores que podem ser facilmente reparados | ||
| c) inerentes; de fabricação; em serviço | ||
| d) internos; superficiais; inexistentes | ||
| 77 |
Associe os defeitos de fundição (número) com a sua definição (letras):
1 - Porosidade
2 - Bolhas
3 - Vazios alongados
4 - Inclusões
5 - Esponjosidade
6 - Contração
7 - Trincas de fundição
8 - Trincas
9 - Gota Fria
10 - Chapelim não fundido
11 - Núcleo mal posicionado
12 - Segregação
A - É uma condição resultante da concentração local de qualquer um dos constituintes de uma liga.
B - Causado por desalinhamento do núcleo, retirada e fechamento descuidados do molde ou manuseio brusco após o fechamento do molde.
C - Usado para apoiar uma seção de um molde ou um núcleo dentro de um molde e quando o metal fundido é derramado, quando não fundidos na fundição propciam o aparecimento de uma descontinuidade.
D - Descontinuidades (uma forma de falta de fusão) causadas pela falha de uma corrente de metal fundido em unir-se com outra corrente de metal, ou com uma seção de metal sólido, como um chapelim
E - Bem definidos e normalmente retos, elas são formados após o metal se tornar completamente sólido. São necessárias tensões bastante grandes para causar fratura, e as paredes dessas descontinuidades são descoloridas de acordo com a temperatura da peça fundida quando elas se formaram.
F - São descontinuidades que resultam de tensões desenvolvidas próximas à temperatura de solidificação enquanto o metal ainda está fraco. Estes, novamente, são atribuídos à resistência do molde e do macho, que dificultam a contração do fundido, causando estresse térmico.
G - É um defeito de fundição que ocorre durante os estágios intermediários e posteriores da solidificação do metal fundido. Tem uma formação ramificada, é facilmente distinguível e é uma forma de vazio.
H - Defeito que ocorre durante os primeiros estágios de solidificação de uma peça fundida e tem a aparência, como o nome indica.
I - Descontinuidades do material formadas pela inclusão de óxidos, escórias e escórias em uma peça fundida. Eles são devidos ao descuido no vazamento, ou ao uso de uma concha suja, e à turbulência devido a métodos impróprios de passagem ao fundir ligas, como alumínio e bronze, que estão sujeitas à formação de película de óxido na superfície.
J - Defeitos de inclusão de gás encontrados em canais de subida de metais ou dentro da própria fundição.
K - Podem ser de três tipos: Cavidades alongadas com paredes lisas; Cavidades de forma arredondada com paredes lisas e brilhantes; Pequenas cavidades imediatamente abaixo da pele da superfície de fundição
L - Orifícios de gás são orifícios esféricos de tamanhos variados, com paredes brilhantes, geralmente distribuídos de maneira bastante uniforme e formados por gás no metal.
|
[IAEA1] |
| a) 1A - 2B - 3C - 4D - 5E - 6F - 7G - 8H - 9I - 10J - 11K - 12L | ||
| b) 1A - 2B - 3J - 4I - 5H - 6F - 7G - 8E - 9D - 10C - 11K - 12L | ||
| c) 1L - 2K - 3J - 4I - 5H - 6G - 7F - 8E - 9D - 10C - 11B - 12A | ||
| d) 1A - 2K - 3J - 4I - 5H - 6G - 7F - 8E - 9D - 10C - 11B - 12L | ||
| 78 |
"Metalurgia do pó é a arte de produzir pós metálicos e objetos moldados a partir de pós metálicos individuais, misturados ou ligados, com ou sem a inclusão de componentes não metálicos, por prensagem ou moldagem de objetos que podem ser simultaneamente ou posteriormente aquecido para produzir uma massa coerente, quer sem fusão, quer apenas com a fusão de um constituinte de baixo ponto de fusão". Essa afirmação é?
|
[IAEA1] |
| a) Falsa | ||
| b) Pode ser verdadeira ou falsa | ||
| c) Verdadeira | ||
| d) Tanto verdadeira como falsa | ||
| 79 |
Qual das opções a seguir caracteriza o procedimento de sinterização mais comum?
|
[IAEA1] |
| a) As opções B e D são procedimentos comuns de sinterização. | ||
| b) Aplicação conjunta de calor e pressão, denominada prensagem a quente. | ||
| c) Particulas compactadas por prensagem a frio sem a necessidade de calor durante a prensagem ou posteriormente a ela. | ||
| d) Aplicação de calor após as partículas terem sido compactadas, por prensagem a frio. | ||
| 80 |
Com relação a produtos sinterizados, qual das opções a seguir NÃO É VERDADEIRA?
|
[IAEA1] |
| a) Devido às variações de densidade e outros fatores, a contração dos produtos da metalurgia do pó durante a sinterização é difícil de controlar. Peças que exigem tolerâncias estreitas quase sempre devem ser finalizadas por algum tratamento dimensional. | ||
| b) Os produtos da metalurgia do pó não podem ser tratados termicamente. | ||
| c) A usinabilidade de materiais sinterizados geralmente é baixa, mas a usinagem às vezes é necessária para fornecer controle final de dimensões ou para estabelecer formas que não são práticas para o processo de metalurgia do pó. | ||
| d) Para muitos materiais refratários, tanto metálicos quanto não metálicos, a metalurgia do pó é o único meio prático de produção de formas. | ||
| 81 |
Com relação as auditorias de qualidade qual das seguintes opções é verdadeira quanto ao objetivo das auditorias?
|
[IAEA1] |
| a) Os procedimentos para atingir a qualidade são tais que, se seguidos, a qualidade pretendida será obtida. | ||
| b) Os produtos são adequados para uso e seguros para o usuário. | ||
| c) Todas as demais opções são objetivo das auditorias de qualidade. | ||
| c) As leis e regulamentos estão sendo seguidos. | ||
| d) (d) Existe conformidade com as especificações. | ||
| 82 |
Com relação as auditorias de qualidade qual das seguintes opções é FALSA quanto ao objetivo das auditorias?
|
[IAEA1] |
| a) Os procedimentos escritos são adequados e estão sendo seguidos. | ||
| b) O sistema de dados é incapaz de fornecer informações adequadas sobre a qualidade. | ||
| c) Ações corretivas estão sendo tomadas em relação às deficiências. | ||
| d) São identificadas oportunidades de melhorias. | ||
| 83 |
Qual das opções a seguir contem uma parte de uma pequena empresa de END que não seria recomendada de ser auditada?
|
[IAEA1] |
| a) Documentação dos procedimentos de END; Controle de departamentos; Recebimento de instruções de trabalho; Aquisição de equipamentos e acessórios. | ||
| b) Inspetores nível 1; Inspetores nível 2; Inspetores nível 3; Inspetores SNQC, ASNT, CSWIP | ||
|
c) Manutenção de equipamentos e acessórios; Calibração do equipamento; Segurança; Contabilidade.
|
||
| d) Administração do escritório, por exemplo, salários, férias, aposentadoria; Estrutura organizacional; Pesquisa e desenvolvimento; Relatórios e registros. |