No. |
Questões | [Ref] |
| 1 |
P06-Quiz de Fixacao de Programa ECTrincaFadiga01 - DETECCAO DE TRINCAS EM SOLDAS (7Q)
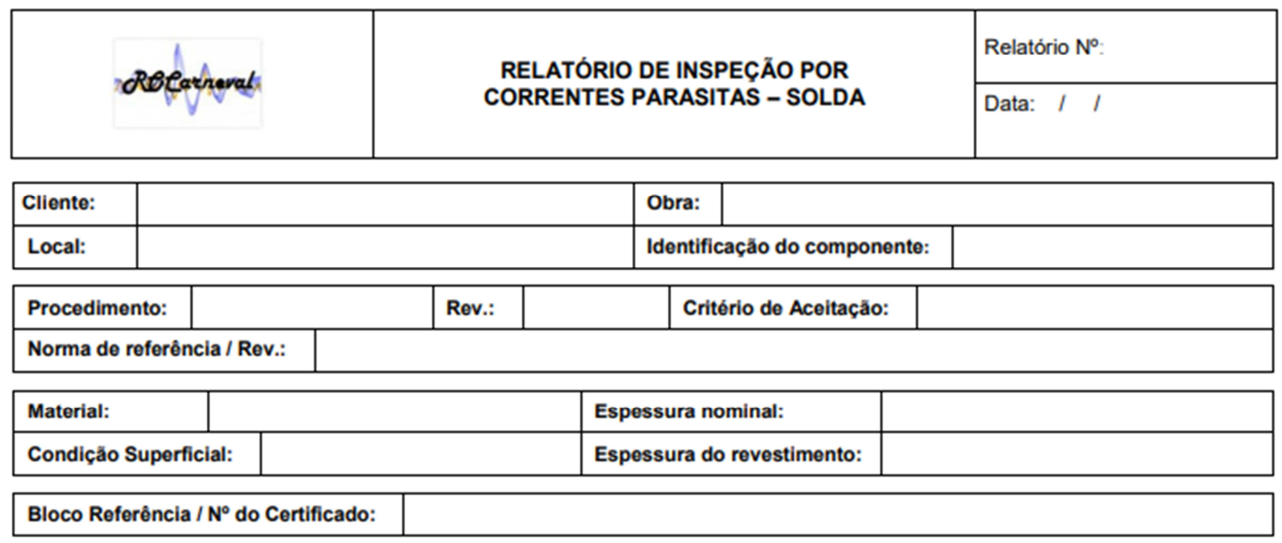
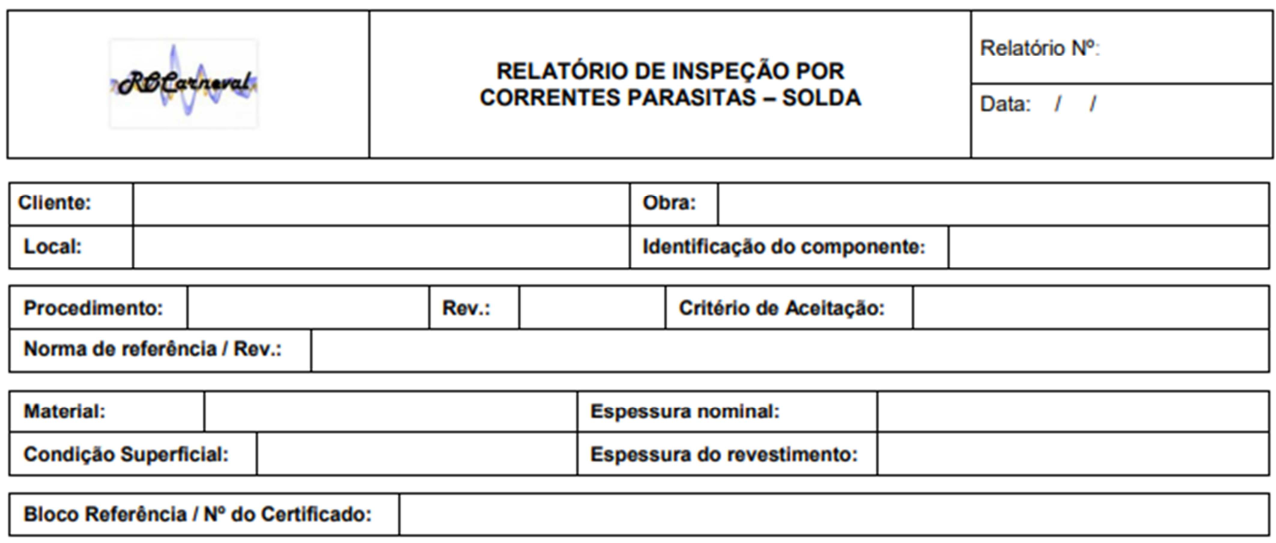 Considerando o formulário para preenchimento dos resultados da inspeção com o software ECTrincaFadiga01, qual o procedimento de inspeção empregado?
Considerando o formulário para preenchimento dos resultados da inspeção com o software ECTrincaFadiga01, qual o procedimento de inspeção empregado?
|
[PR-168] |
| a) ROC001 | ||
| b) ABENDI CP-001 | ||
| c) Não foi fornecido procedimento para a execução dessa inspeção | ||
| d) ASNT SNT-TC-1A EC-01 | ||
| 2 |
Qual o bloco de referência empregado nessa inspeção para o ajuste dos parâmetros do ensaio?
|
[PR-168] |
| a) Bloco com entalhes da norma ISO 17643:2015 – Non-destructive testing of welds – Eddy current testing of welds by complex-plane analysis | ||
| b) Bloco de calibração da norma ABNT NBR 16979 - Ensaios não destrutivos - Correntes parasitas - Detecção e dimensionamento de descontinuidades superficiais e subsuperficiais em materiais metálicos | ||
| c) Não foi indicado norma de referência para a execução da inspeção | ||
| d) Bloco de calibração da norma ASME BPVC Section V (Nondestructive Examination), Article 8 (Eddy Current Examination), Mandatory Appendix VI (Eddy Current Detection and Measurement of Depth of Surface Discontinuities in Nonmagnetic Metals with Surface Probes): Ed 2019 | ||
| 3 |
 Qual o aparelho empregado nessa inspeção?
Qual o aparelho empregado nessa inspeção?
|
[PR-168] |
| a) Não foi indicado qual aparelho foi empregado nessa inspeção | ||
| b) Fabricante GE Technologies, modelo Phasec 3 | ||
| c) Fabricante Olympus modelo Nortec 600 | ||
| d) Fabricante Zetec modelo MIZ21C | ||
| 4 |
Qual a sonda empregada nessa inspeção simulada?
|
[PR-168] |
| a) Sonda do fabricante GE Technologies modelo 800P04MB1P (Sonda em material plástico, reta, com diâmetro 16 mm, frequência de 100 kHz) | ||
| b) Sonda Especial para Inspeção de Soldas conforme a norma ISO 17643:20105: Non-Destructive Testing of welds– Eddy Current testing of welds by complex-plane analysis. Não indicados fabricante e modelo da sonda. | ||
| c) Sonda superficial com múltiplos sensores tipo “array”, ZETEC Surf-X™ Array Probes | ||
| d) Sonda fabricante Olympus modelo WLD-8-55 (Sonda em material plástico, reta, com diâmetro 15 mm, frequência de 100 a 600 kHz) | ||
| 5 |
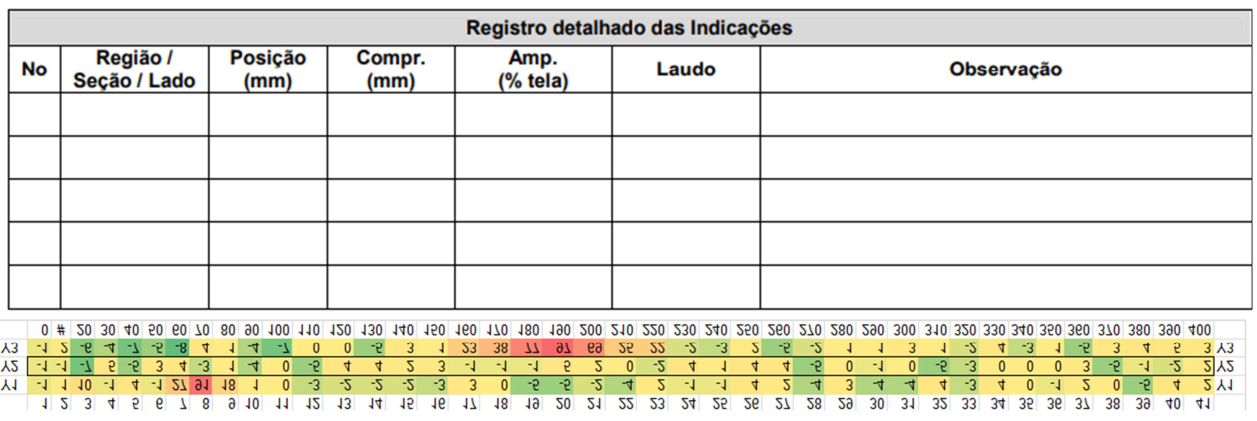
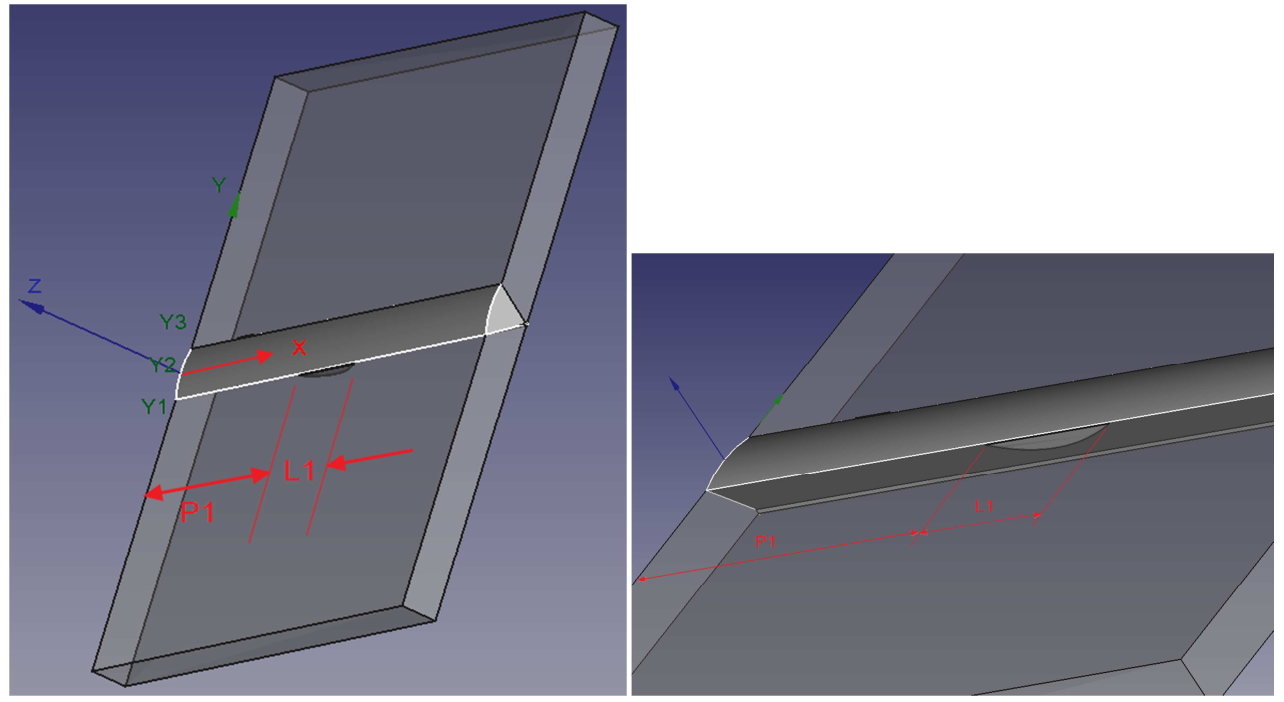 Considerando a varredura da linha Y1 (margem direita da solda) qual a posição, comprimento e amplitude do sinal aproximados da descontinuidade detectada?
Considerando a varredura da linha Y1 (margem direita da solda) qual a posição, comprimento e amplitude do sinal aproximados da descontinuidade detectada?
|
[PR-168] |
| a) Posição inicial de aproximadamente 160 mm, comprimento de aproximadamente 70 mm, amplitude do sinal de aproximadamente 45% da altura da tela | ||
| b) Posição inicial de aproximadamente 100 mm, comprimento de aproximadamente 40 mm, amplitude do sinal de aproximadamente 35% da altura da tela | ||
| c) Posição inicial de aproximadamente 15 mm, comprimento de aproximadamente 170 mm, amplitude do sinal de aproximadamente 155% da altura da tela | ||
| d) Posição inicial de aproximadamente 100 mm, comprimento de aproximadamente 270 mm, amplitude do sinal de aproximadamente 85% da altura da tela | ||
| 6 |
 Considerando a varredura da linha Y2 (meio da solda) qual a posição, comprimento e amplitude do sinal aproximados da descontinuidade detectada?
Considerando a varredura da linha Y2 (meio da solda) qual a posição, comprimento e amplitude do sinal aproximados da descontinuidade detectada?
|
[PR-168] |
| a) Posição inicial de aproximadamente 15 mm, comprimento de aproximadamente 180 mm, amplitude do sinal de aproximadamente 20% da altura da tela | ||
| b) Não foram detectadas descontinuidades no cordão de solda | ||
| c) Posição inicial de aproximadamente 70 mm, comprimento de aproximadamente 10 mm, amplitude do sinal de aproximadamente 8% da altura da tela | ||
| d) Posição inicial de aproximadamente 190 mm, comprimento de aproximadamente 20 mm, amplitude do sinal de aproximadamente 12% da altura da tela | ||
| 7 |
 Considerando a varredura da linha Y3 (margem esquerda da solda) qual a posição, comprimento e amplitude do sinal aproximados da descontinuidade detectada?
Considerando a varredura da linha Y3 (margem esquerda da solda) qual a posição, comprimento e amplitude do sinal aproximados da descontinuidade detectada?
|
[PR-168] |
| a) Posição inicial de aproximadamente 60 mm, comprimento de aproximadamente 20 mm, amplitude do sinal de aproximadamente 26% da altura da tela | ||
| b) Posição inicial de aproximadamente 80 mm, comprimento de aproximadamente 40 mm, amplitude do sinal de aproximadamente 55% da altura da tela | ||
| c) Posição inicial de aproximadamente 15 mm, comprimento de aproximadamente 170 mm, amplitude do sinal de aproximadamente 155% da altura da tela | ||
| d) Não foram detectadas descontinuidades na margem esquerda da solda | ||
| 8 |
Qual o critério de registro e de reprovação utilizado nessa inspeção?
|
[PR-168] |
| a) registrar todas as descontinuidades que apresentarem amplitude maior que 20% ATT e reprovar todas as descontinuidades que possuirem amplitude máxima maior ou igual a 80% ATT | ||
| b) não foi fornecido critério de registro e de aprovação/reprovação para essa inspeção | ||
| c) registrar todas as descontinuidades que apresentarem amplitude maior que 30% ATT e reprovar todas as descontinuidades que possuirem amplitude máxima maior ou igual a 50% ATT | ||
| d) registrar todas as descontinuidades que apresentarem amplitude maior que 20% ATT e reprovar todas as descontinuidades que possuirem amplitude máxima maior ou igual a 40% ATT | ||