No. |
Questões | [Ref] |
| 1 |
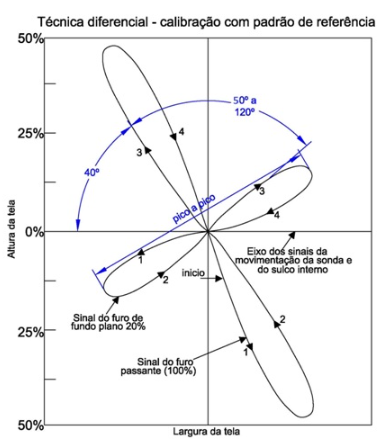 Segundo o procedimento PR-012 qual a defasagem média entre os sinais do furo passante e do sinal do furo externo de fundo plano com 20% de redução de espessura presentes no tubo padrão de calibração para a inspeção de tubos de trocadores de calor?
Segundo o procedimento PR-012 qual a defasagem média entre os sinais do furo passante e do sinal do furo externo de fundo plano com 20% de redução de espessura presentes no tubo padrão de calibração para a inspeção de tubos de trocadores de calor?
|
[PR-012] |
| a) 40 graus | ||
| b) 50 graus | ||
| c) 85 graus | ||
| d) 120 graus | ||
| 2 |
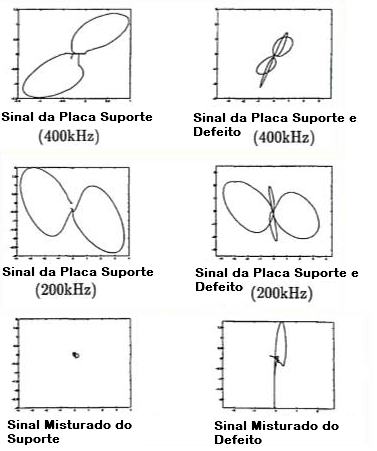
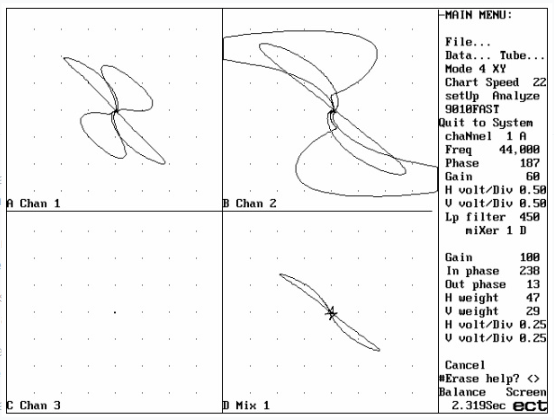 A figura representa que "operação" no ensaio de correntes parasitas com aparelhos de dupla frequência na inspeção de tubos de trocadores de calor?
A figura representa que "operação" no ensaio de correntes parasitas com aparelhos de dupla frequência na inspeção de tubos de trocadores de calor?
|
[PR-012] |
| a) A diferença da defasagem entre os sinais de suporte e do furo passante do padrão de calibração em duas frequência de ensaio diferentes | ||
| b) A diferença da amplitude dos sinais de suporte e do furo passante do padrão de calibração em duas frequência de ensaio diferentes | ||
| c) A mixagem de sinais permite eliminar o sinal do suporte e manter a amostra apenas o furo passante do padrão de calibração | ||
| d) Todas as opções estão corretas | ||
| 3 |
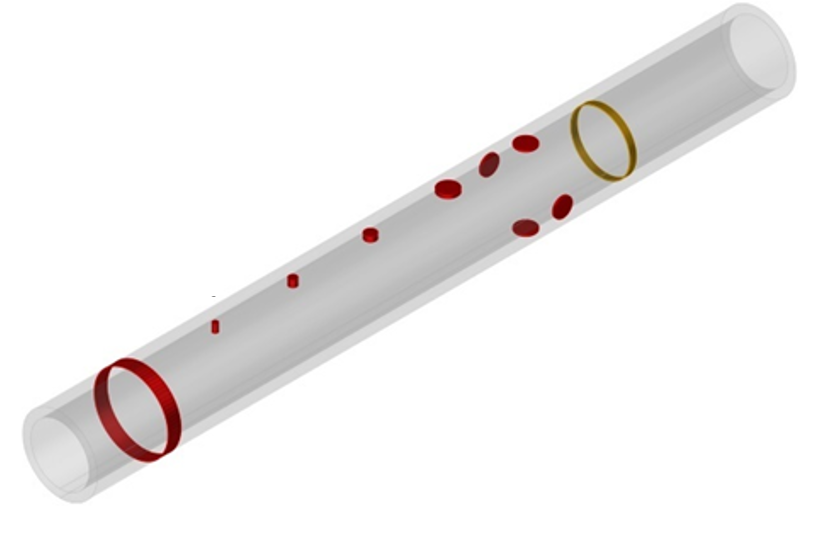
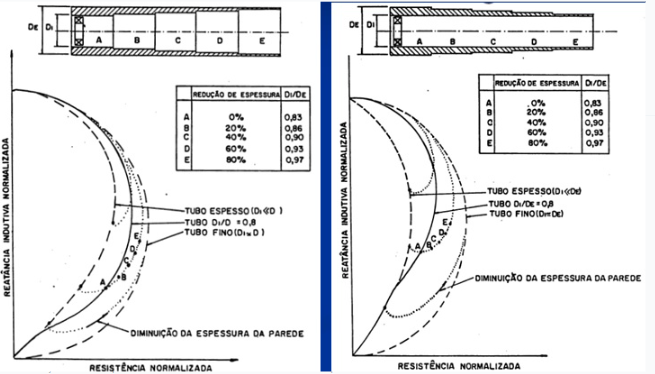 Considerando a figura, entre as seguintes afirmações qual é invalida?
Considerando a figura, entre as seguintes afirmações qual é invalida?
|
[PR-012] |
| a) O desenho ilustrativo da figura onde se mostra a sonda não está correto, pois essa deveria ser diferencial | ||
| b) É possível estimar a redução de espessura uniforme da parede de tubos empregando sondas absolutas internas | ||
| c) As curvas ("locus") que indicam a reduções de espessura do tubo interna e externa são diferentes (percorrem locais diferentes no plano de impedância) | ||
| d) Independentemente se a redução de espessura é interna ou externa os pontos de trabalho serão os mesmo para redução 0% e 100%. A partir de um tubo de mesma espessura nominal | ||
| 4 |
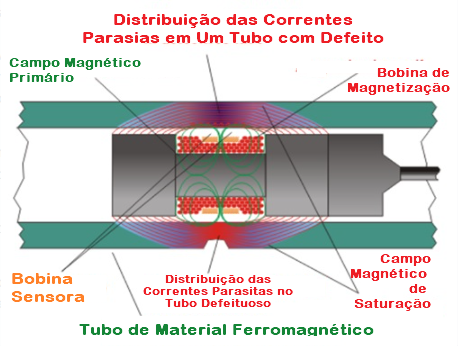 Considerando a inspeção de tubos de trocadores de calor em material ferromagnético, quais das seguintes afirmações é incorreta?
Considerando a inspeção de tubos de trocadores de calor em material ferromagnético, quais das seguintes afirmações é incorreta?
|
[PR-012] |
| a) Devido aos campos magnéticos orientados aleatoriamente nos diversos domínios magnéticos existentes no material ocorre um grande ruído na inspeção | ||
| b) Devido a baixa permeabilidade relativa dos materiais ferromagnéticos, a profundidade de penetração das correntes parasitas é limitada a décimos de milímetros. Dessa forma, descontinuidades na parede oposta não são detectadas pelo sensor convencional | ||
| c) Para a inspeção de tubos de material ferromagnético é necessário a superimposição de um campo magnético produzido por um eletroimã alimentado com CC ou por um imã permanente | ||
| d) Minimização do ruído e aumento da penetração das correntes parasitas é então obtida pelo uso de um eletroimã alimentado com CC ou por um imã permanente | ||
| 5 |
 Explique como inspecionar a região do tubo do trocador de calor situado sob os defletores de fluxo (suporte ou chicana), utilizando-se sondas internas
Explique como inspecionar a região do tubo do trocador de calor situado sob os defletores de fluxo (suporte ou chicana), utilizando-se sondas internas
|
[PR-012] |
| a) Normalmente quando se deseja inspecionar a região dos tubos sob os defletores de fluxo deve se adotar a técnica de multifrequência, pois como a perturbação causada pelo defletor apresenta defasagem diferenciada nas diversas frequências com relação ao sinal de interesse é possível por um processo de rotação, amplificação e subtração vetorial (mixagem) eliminar esse sinal com pequena perda no sinal de interesse | ||
| b) Não existe maneira prática de inspecionar essa região do tubo e como se trata de menos de 2% do comprimento total do tubo essa região pode ser estatisticamente desconsiderada | ||
| c) O uso da saturação magnética possibilita que os defletores de fluxo sejam saturados magneticamente passando a se comportar como o tubo inspecionado que é não magnético. Dessa forma a perturbação causada pelo defletor é quase que completamente eliminada | ||
| d) A melhor forma de eliminar os sinais espúrios provenientes dos defletores de fluxo é a adoção de frequências de calibração próximas do limite superior do ASME diminuindo a penetração das correntes parasitas e consequentemente suprimindo os sinais indesejáveis dos defletores que estão localizados externamente ao tubo | ||
| 6 |
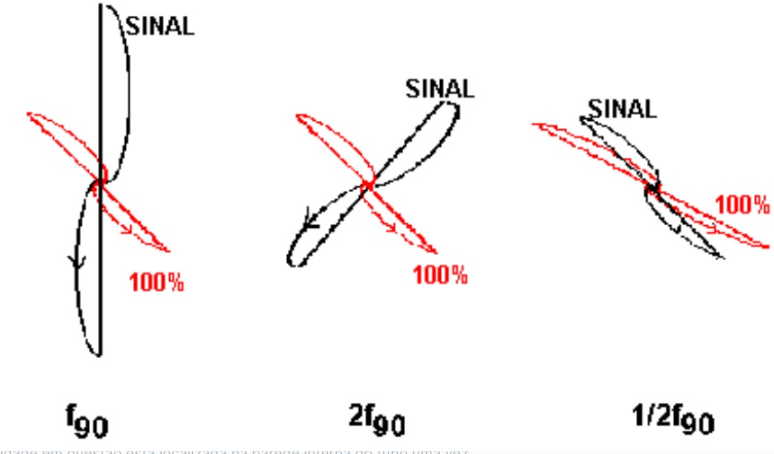 Durante a inspeção de tubos de latão em um trocador de calor foram observadas as indicações abaixo para f90, 2f90, e 1/2f90. A calibração foi efetuada segundo o procedimento PR-012, com furo de 1,3mm a 40o (f90, cor vermelha).
Durante a inspeção de tubos de latão em um trocador de calor foram observadas as indicações abaixo para f90, 2f90, e 1/2f90. A calibração foi efetuada segundo o procedimento PR-012, com furo de 1,3mm a 40o (f90, cor vermelha).Que análise pode ser feita do sinal de cor preta tentando identificar sua origem? |
[PR-012] |
| a) O sinal analisado é proveniente dos defletores de fluxo do trocador uma vez que o sinal tem sua saída para baixo indicando como se fosse excesso de espessura no tubo | ||
| b) Trata-se muito provavelmente de uma descontinuidade externa pois seu ângulo de fase é maior que o do furo passante. | ||
| c) Trata-se, evidentemente, de uma descontinuidade passante uma vez que sua amplitude é maior que a do furo passante (tracejado) para qualquer das três frequências indicadas | ||
| d) A descontinuidade em questão está localizada na parede interna do tubo uma vez que na inspeção com sonda interna são essas que apresentam maior sensibilidade | ||
| 7 |
 Durante a inspeção de tubos de latão em um trocador de calor foram observadas as indicações abaixo para f90. A calibração foi efetuada segundo o procedimento PR-012, com furo de 1,3mm a 40o (f90, sinal verde).
Durante a inspeção de tubos de latão em um trocador de calor foram observadas as indicações abaixo para f90. A calibração foi efetuada segundo o procedimento PR-012, com furo de 1,3mm a 40o (f90, sinal verde).Que análise pode ser feita do sinal de cor vermelha tentando identificar sua origem? |
[PR-012] |
| a) A descontinuidade em questão está localizada na parede interna do tubo uma vez que na inspeção com sonda interna são essas que apresentam ângulos menores que 40o | ||
| b) Trata-se, evidentemente, de uma descontinuidade passante uma vez que sua amplitude é maior que a do furo passante (tracejado) para qualquer das três frequências indicadas | ||
| c) O sinal analisado é proveniente dos defletores de fluxo do trocador uma vez que o sinal tem sua saída para baixo indicando como se fosse excesso de espessura no tubo | ||
| d) Trata-se muito provavelmente de uma descontinuidade externa pois seu ângulo de fase é maior que o do furo passante. | ||
| 8 |
 O tubo padrão recomendado para a inspeção tubular deve ter as medidas de suas descontinuidades artificiais verificadas e atendendo as tolerâncias especificadas. Essas tolerâncias são mais restritivas para as profundidades. Explique:
O tubo padrão recomendado para a inspeção tubular deve ter as medidas de suas descontinuidades artificiais verificadas e atendendo as tolerâncias especificadas. Essas tolerâncias são mais restritivas para as profundidades. Explique:
|
[PR-012] |
| a) A precisão das medidas de profundidade é mais relevante que as demais dimensões porque a amplitude do sinal depende fundamentalmente da profundidade da descontinuidade | ||
| b) A curva de calibração utilizada na avaliação das descontinuidades depende de maneira preponderante da sua profundidade sendo essa, portanto a dimensão mais importante no padrão | ||
| c) Essa é mais uma confusão da norma, pois é indiscutível a influência do diâmetro das descontinuidades no ângulo de fase das indicações | ||
| d) Justifica-se a maior precisão da profundidade devido aos menores valores absolutos desta | ||
| 9 |
 O padrão de calibração para inspeção tubular apresenta um maior número de descontinuidades artificiais externas que internas. Explique.
O padrão de calibração para inspeção tubular apresenta um maior número de descontinuidades artificiais externas que internas. Explique.
|
[PR-012] |
| a) Tal afirmativa não é verdadeira, pois o padrão para inspeção de tubos apresenta maior número de descontinuidades internas | ||
| b) Após dezenas de anos de inspeção com correntes parasitas em trocadores de calor o ASME fez um levantamento considerando 155.000 trocadores e concluiu que por medidas de projeto é muito mais comum o aparecimento de processo corrosivo na parede externa dos tubos, justificando-se dessa forma o maior cuidado no traçado da curva para descontinuidades externas | ||
| c) Na inspeção de tubos com sondas internas é maior a variação do ângulo de fase das indicações em função da profundidade ou perda de espessura das descontinuidades externas que as internas, justificando-se a maior preocupação com a perfeita definição do comportamento da curva (resolução) descontinuidades externas | ||
| d) Como a sensibilidade e a resolução é a mesma tanto para descontinuidades localizadas na parede interna e externa a curva é a mesma para ambas e não justifica-se a confecção de descontinuidades internas de maior dificuldade de execução | ||
| 10 |
O tubo padrão para a inspeção de tubos apresenta descontinuidades do tipo furo de fundo plano com diâmetros diferentes. Mais propriamente para as menores reduções de espessura temos os maiores diâmetros. Existe alguma razão para isso? Explique.
|
[PR-012] |
| a) Como normalmente os furos de fundo plano são obtidos por furação com broca e devido à dificuldade de obter precisão para as menores profundidades (menores valores absolutos) particularmente quando usando pequenas brocas (diâmetros), adota-se para esse caso brocas com diâmetro crescente a medida que diminui a profundidade da descontinuidade | ||
| b) A amplitude do sinal é dependente do diâmetro do furo, mais propriamente do volume da descontinuidade, logo se todas as descontinuidades do padrão apresentassem o mesmo diâmetro as de menores profundidades teriam sinais de pequena amplitude (imperceptíveis). Para contornar esse problema, tentando manter os sinais com mesma amplitude independentemente da profundidade é que para menores profundidades correspondem os maiores diâmetros | ||
|
c) Essa medida está afeita única e exclusivamente a valores estéticos visto que devido a maior sensibilidade das correntes parasitas a profundidade da descontinuidade essa ser praticamente independente do diâmetro destas
|
||
| d) O tubo padrão para inspeção de tubos não possui furos de fundo plano e sim entalhes circunferenciais | ||
| 11 |
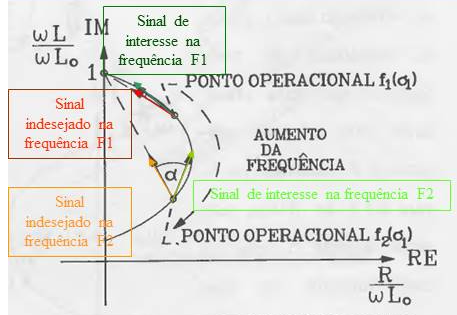 O processo de mixagem com duas frequências para eliminar sinais indesejados se baseia fundamentalmente em:
O processo de mixagem com duas frequências para eliminar sinais indesejados se baseia fundamentalmente em:
|
[PR-012] |
| a) A diferença de amplitude entre os sinais da descontinuidade de interesse e o sinal da descontinuidade indesejado deve ser diferente nas duas frequências escolhidas | ||
| b) O efeito da frequência é seletivo com relação ao tipo de descontinuidade | ||
| c) A diferença de ângulo de fase entre os sinais da descontinuidade de interesse e o sinal da descontinuidade indesejado deve ser diferente nas duas frequências escolhidas | ||
| d) Os componentes do circuito eletrônico de mixagem apresentam balanceamento dinâmico diferenciado para as descontinuidades de interesse e indesejáveis | ||
| 12 |
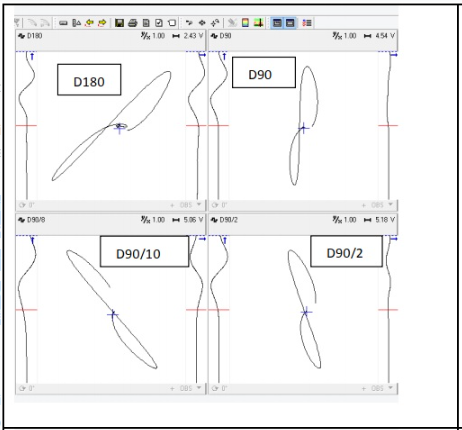 Indique a descontinuidade correspondente aos sinais indicados nos planos de impedância mostrados, considerando que os sinais foram obtidos pela inspeção de um tubo padrão ASME que as seguintes descontinuidades:
Indique a descontinuidade correspondente aos sinais indicados nos planos de impedância mostrados, considerando que os sinais foram obtidos pela inspeção de um tubo padrão ASME que as seguintes descontinuidades:1 sulco interno com 10% da espessura de profundidade, ID10% 1 furo passante, 100% 1 furo de fundo plano (FFP), externo com 80% da espessura de profundidade, OD80% 1 furo de fundo plano (FFP), externo com 60% da espessura de profundidade, OD60% 1 furo de fundo plano (FFP), externo com 40% da espessura de profundidade, OD40% 4 furos de fundo plano (FFP), externo com 20% da espessura de profundidade, 4xOD20% Considere também as seguintes condições para calibração abaixo: Canais diferenciais - Furo passante, 40°, 1Volt Canais absolutos – ID10%, 3Volts |
[PR-012] |
| a) 100%, furo passante | ||
| b) 60%OD, furo interno RE60% | ||
| c) 10%ID. entalhe interno RE10% | ||
| d) 4x20%OD, furos externos de fundo plano RE20% | ||
| 13 |
Indique a descontinuidade correspondente aos sinais indicados nos planos de impedância mostrados, considerando que os sinais foram obtidos pela inspeção de um tubo padrão ASME que as seguintes descontinuidades: 1 sulco interno com 10% da espessura de profundidade, ID10% 1 furo passante, 100% 1 furo de fundo plano (FFP), externo com 80% da espessura de profundidade, OD80% 1 furo de fundo plano (FFP), externo com 60% da espessura de profundidade, OD60% 1 furo de fundo plano (FFP), externo com 40% da espessura de profundidade, OD40% 4 furos de fundo plano (FFP), externo com 20% da espessura de profundidade, 4xOD20% Considere também as seguintes condições para calibração abaixo: Canais diferenciais - Furo passante, 40°, 1Volt Canais absolutos – ID10%, 3Volts |
[PR-012] |
| a) 10%ID. entalhe interno RE10% | ||
| b) 100%, furo passante | ||
| c) 4x20%OD, furos externos de fundo plano RE20% | ||
| d) 60%OD, furo interno RE60% | ||
| 14 |
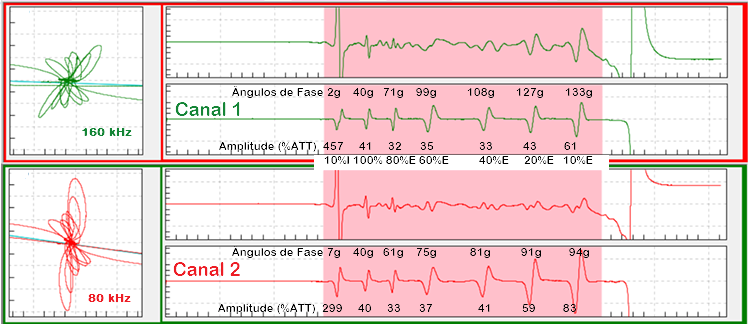 Considerando a imagem que representa a tela (plano de impedâncias e registros gráficos X/Y) do aparelho de correntes parasitas na inspeção tubular com dois canais, qual dos canais retrata a frequência principal do ensaio (2f90)?
Considerando a imagem que representa a tela (plano de impedâncias e registros gráficos X/Y) do aparelho de correntes parasitas na inspeção tubular com dois canais, qual dos canais retrata a frequência principal do ensaio (2f90)?
|
[PR-012] |
| a) Canal 4 | ||
| b) Canal 3 | ||
| c) Canal 1 | ||
| d) Canal 2 | ||
| 15 |
Considerando o item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial, sub sub item Calibração do Canal 1 (frequência principal -F1): a) Ajustar o controle de frequência do canal 1 (F1) do aparelho para um valor que permita obter uma diferença nos ângulos de fase de 50º a 120º entre o sinal dos quatro furos externos de 20% e o sinal do furo passante (100%), contada no sentido horário a partir deste último; b) Ajustar o controle de ganho (sensibilidade) do aparelho de ensaio, de modo que o sinal dos quatro furos externos de 20% tenha uma amplitude pico a pico equivalente a, no mínimo, a 30% da tela; c) Ajustar o controle de rotação de fase do aparelho de ensaio de modo que o sinal do rasgo circunferencial interno de 10% de profundidade, sejam formados ao longo do eixo horizontal da tela, com uma tolerância de +ou- 5º; d) Observar que o sinal correspondente ao furo passante deve estar a 40º +ou- 5º do semi-eixo horizontal negativo, contado no sentido horário, formando-se inicialmente para baixo e para a direita e, em seguida, para cima e para a esquerda. Com base na figura, que representa a varredura do padrão de calibração, qual das seguintes opções é FALSA? |
[PR-012] |
| a) O sinal correspondente ao furo passante (100%RE) têm fase de 71o, NÃO ATENDENDO ao item d). | ||
| b) A diferença de fase entre o furo passante e os furos externos de 20%RE é 87o, atendendo ao item a). | ||
| c) O sinal dos quatro furos externos de 20%RE apresentaram uma amplitude de 43%ATT, atendendo ao item b). | ||
| d) O sinal do rasgo interno com 10%RE têm fase de 2o , atendendo ao item c). | ||
| 16 |
Considerando o item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial, sub sub item Calibração do Canal 2: a) Ajustar o controle de frequência do canal 2 no aparelho de ensaio para um valor F2, compreendido entre ¼ e ½ do valor de F1 (Canal 1, frequência principal - F1). Com base na figura, que representa a varredura do padrão de calibração, qual das seguintes opções é FALSA? |
[PR-012] |
| a) O sinal do furo externo de 40%RE apresentou uma amplitude de 59%ATT. | ||
| b) A frequência ajustada na frequência F2 (Canal 2, frequência secundária) atende ao requisito escrito do sub sub item Calibração do Canal 2. | ||
| c) O sinal do rasgo interno com 10%RE têm fase de 7o , não atendendo ao requisito de +ou- 5 graus para o mesmo rasgo no Canal 1. Mas sem essa exigência para o Canal 2. | ||
| d) O sinal correspondente ao furo passante (100%RE) têm fase de 40o. | ||
| 17 |
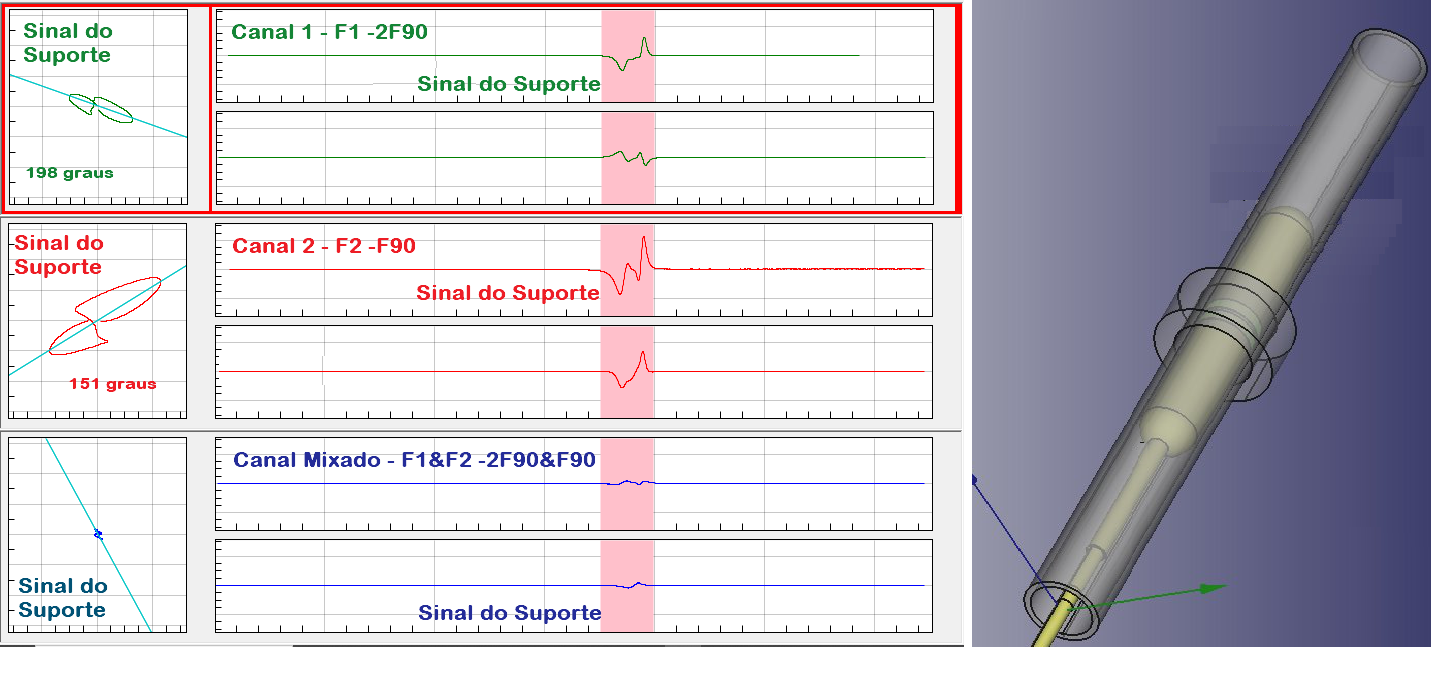 Considerando o item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial, sub sub item Calibração do Canal Misturador para eliminação do sinal das chicanas:
Considerando o item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial, sub sub item Calibração do Canal Misturador para eliminação do sinal das chicanas: a) Promover a mistura das frequências até que o sinal do anel se reduza a menos da metade da menor divisão da tela. Com base na figura, que representa a varredura do padrão de calibração numa região sem descontinuidade e com a presença de um simulador de suporte, qual das seguintes opções é VERDADEIRA? |
[PR-012] |
| a) A frequência do canal 1 é a metade da frequência do canal 2. | ||
| b) O furo passante não apresenta um ângulo requerido pelo procedimento PR-012 no canal misturado. | ||
| c) Os sinais das descontinuidades do padrão são perceptíveis nos canais utilizados. | ||
| d) A frequência do canal 1 é o dobro da frequência do canal 2. | ||
| 18 |
Considerando o item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial, sub sub item Calibração do Canal Misturador para eliminação do sinal das chicanas. Com base na figura, que representa a varredura do de todo o padrão de calibração com a presença de um simulador de suporte posicionado sobre o furo passante, qual das seguintes opções é FALSA? |
[PR-012] |
| a) O sinal do furo passante só é CLARAMENTE perceptível no canal misturado ("mixado"). | ||
| b) Os sinais das descontinuidades do padrão são perceptíveis nos canais utilizados. | ||
| c) O furo passante não apresenta um ângulo requerido pelo procedimento PR-012 no canal misturado. | ||
| d) A frequência do canal 1 é o dobro da frequência do canal 2. | ||
| 19 |
 Qual das seguintes opções é o verdadeiro objetivo do Procedimento de END - Correntes Parasitas - PR-012 da ABENDI?
Qual das seguintes opções é o verdadeiro objetivo do Procedimento de END - Correntes Parasitas - PR-012 da ABENDI?
|
[PR-012] |
| a) Este procedimento estabelece as condições mínimas para a execução do ensaio por correntes parasitas multifrequência e multiparâmetros, de soldas de materiais condutores de eletricidade e ferromagnéticos instalados em equipamentos de troca térmica, utilizando sondas internas tipo bobina, visando à qualificação e certificação de pessoal. | ||
| b) Este procedimento estabelece as condições mínimas para a execução do ensaio por correntes parasitas multifrequência e multiparâmetros, de hastes de bombeio condutores de eletricidade e ferromagnéticos instalados em equipamentos de troca térmica, utilizando sondas internas tipo bobina, visando à qualificação e certificação de pessoal. | ||
| c) Este procedimento estabelece as condições mínimas para a execução do ensaio por correntes parasitas multifrequência e multiparâmetros, de tubos condutores de eletricidade e não ferromagnéticos instalados em equipamentos de troca térmica, utilizando sondas internas tipo bobina, visando à qualificação e certificação de pessoal. | ||
| d) Este procedimento estabelece as condições máximas para a execução do ensaio por ultrassom multifrequência e multiparâmetros, de tubos condutores de eletricidade e não ferromagnéticos instalados em equipamentos de troca térmica, utilizando sondas internas tipo bobina, visando à qualificação e certificação de pessoal. | ||
| 20 |
Quais das normas e documentos aplicáveis a seguir não faz parte das referências do Procedimento de END - Correntes Parasitas - PR-012 (2018)?
|
[PR-012] |
| a) Código ASME/2013, Seção V, Artigo 8 – “Eddy Current Examination” | ||
| b) Código ASME/2013, Seção V, Artigo 8, Apêndice II – “Eddy Current Examination of Nonferromagnetic Heat Exchanger Tubing” | ||
| c) SE-243, Electromagnetic (Eddy Current) Testing of Seamless Copper and Copper-Alloy Heat Exchanger and Condenser Tubes | ||
| d) ABNT NBR 15.193, Ensaios não destrutivos — Correntes Parasitas — Tubos não ferromagnéticos instalados em trocadores de calor | ||
| 21 |
Qual das seguintes opções está associada a Materiais a Serem Ensaiados e Campo de Aplicação do Procedimento de END - Correntes Parasitas - PR-012?
|
[PR-012] |
| a) Este procedimento se aplica ao ensaio de tubos fabricados em materiais condutores de eletricidade e não ferromagnéticos empregando-se técnicas de multifrequência. Os tubos a serem ensaiados tipicamente tem diâmetros de até 75 mm e espessura de até 3 mm. | ||
| b) Este procedimento se aplica ao ensaio de tubos fabricados em materiais condutores de eletricidade e ferromagnéticos empregando-se técnicas de multifrequência. Os tubos a serem ensaiados tipicamente tem diâmetros de até 75 mm e espessura de até 3 mm. | ||
| c) Este procedimento se aplica ao ensaio de tubos fabricados em materiais condutores de eletricidade e não ferromagnéticos empregando-se técnicas de multifrequência. Os tubos a serem ensaiados tipicamente tem diâmetros de até 7,5 mm e espessura de até 30 mm. | ||
| d) Este procedimento se aplica ao ensaio de barras fabricadas em materiais condutores de eletricidade e não ferromagnéticos empregando-se técnicas de monofrequência. Os tubos a serem ensaiados tipicamente tem diâmetros de até 75 mm. | ||
| 22 |
Com relação ao item SISTEMAS DE ENSAIOS POR CORRENTES PARASITAS e sub item REQUISITOS GERAIS, qual dos itens seguintes NÃO É VERDADEIRO?
|
[PR-012] |
| a) Um aparelho de correntes parasitas, também denominado aparelho de ensaio, deve dispor do número necessário de canais de frequência em modos absolutos e diferenciais, e também de canais misturados; | ||
| b) O aparelho deve ser capaz de gerar uma faixa restrita de frequência de forma a atender às exigências mencionadas no item 6 . O aparelho de ensaio deve fornecer informações de amplitude e fase, e sua resposta de frequência tem que ser compatível com a velocidade do ensaio. | ||
| c) Sondas internas que operem em arranjo diferencial e/ou absoluto, adequadas à frequência de ensaio utilizada e com um fator de enchimento não inferior a 80%. | ||
| d) O sistema de correntes parasitas deve ser capaz de detectar todos os sinais gerados na medida em que a sonda passa por cada seção do tubo. | ||
| 23 |
Com relação ao item SISTEMAS DE ENSAIOS POR CORRENTES PARASITAS e sub item REQUISITOS GERAIS, qual dos itens seguintes NÃO É VERDADEIRO?
|
[PR-012] |
| a) Nos aparelhos analógicos, a amplitude dos sinais diferenciais produzidos pelo furo passante devem ocupar, no mínimo, 5% da escala vertical dos gráficos; | ||
| b) A velocidade de extração da sonda não deve exceder o limite de resposta de frequência e sensibilidade das descontinuidades de calibração aplicáveis. | ||
| c) Nos sistemas digitais, a taxa de digitalização deve ser mantida todo o tempo. | ||
| d) Impulsionador (opcional) para a movimentação da sonda dentro dos tubos, de produzir movimento uniforme e com velocidade compatível com a resposta de frequência do sistema. | ||
| 24 |
Com relação ao item SISTEMAS DE ENSAIOS POR CORRENTES PARASITAS e sub item REQUISITOS GERAIS, qual dos itens seguintes NÃO É VERDADEIRO?
|
[PR-012] |
| a) A habilidade de localização de um tubo específico, dos dispositivos de impulsão deve ser verificada e registrada na instalação, relocação ou remoção do dispositivo. | ||
| b) Deve ser feita também uma verificação independente da posição, por exemplo, através da localização de marcações específicas, a qual deve ser registrada a cada 100 tubos inspecionados na unidade de armazenamento de dados do meio de gravação utilizado. | ||
| c) Quando for constatado um erro de localização do dispositivo, os tubos examinados desde a verificação anterior, devem ser reexaminados. | ||
| d) Quando forem utilizados sistemas automáticos de triagem de dados, cada sistema deve ser qualificado segundo procedimento escrito; | ||
| 25 |
Com relação ao item SISTEMAS DE ENSAIOS POR CORRENTES PARASITAS e sub item REQUISITOS GERAIS, qual dos itens seguintes NÃO É VERDADEIRO?
|
[PR-012] |
| a) O aparelho deve ser capaz de mostrar os sinais de ensaio na tela do monitor de vídeo no plano X-Y e Y(t). | ||
| b) O aparelho deve ser capaz de armazenar os resultados do ensaio para posterior reprodução e análise em todas as frequências e modos de operação utilizados; | ||
| c) O aparelho deve ser capaz de imprimir os resultados do ensaio, em pelo menos uma frequência, nos respectivos canais X-Y. | ||
| d) A resposta de frequência tem que ser compatível com a velocidade do ensaio. | ||
| 26 |
Com relação ao item SISTEMAS DE EXAME POR CORRENTES PARASITAS, associe as características dos 3 sistemas possíveis de serem utilizados:
A. SISTEMAS ANALÓGICOS
B. SISTEMAS DIGITAIS
C. SISTEMAS HIBRIDOS
1. "Display"
2. Aparelho de Correntes Parasitas Analógico
3. Combinação de elementos utilizados em sistemas analógicos e digitais
4. Gravador de fitas magnético
5. Sistema Analógico de Gravação
6. Gravador digital de dados
7. Geradores de cartas gráficas
8. Sistema Digital de Gravação
|
[PR-012] |
| a) 1-ABC; 2-A; 3-B; 4-C; 5-A; 6-B; 7-C | ||
| b) 1-ABC; 2-A; 3-C; 4-A; 5-A; 6-B; 7-A | ||
| c) 1-ABC; 2-A; 3-B; 4-C. 5-A; 6-B; 7-A | ||
| d) 1-ABC; 2-C; 3-B; 4-A; 5-C; 6-B; 7-A | ||
| 27 |
Com relação ao item SISTEMAS DE AQUISIÇÃO DE DADOS, sub item Sistemas Multifrequência e Multiparamétricos, qual das seguintes opções É FALSA?
|
[PR-012] |
| a) O sistema de correntes parasitas deve ser capaz de gerar frequências múltiplas simultaneamente o multiplexadas e ser capaz de combinar sinais multiparamétricos. | ||
| b) A seleção das frequências deve considerar a otimização da detecção e caracterização das descontinuidades. | ||
| c) Os sinais produzidos pelo sistema de correntes parasitas deve fornecer informações de fase ou amplitude. | ||
| d) O sistema de correntes parasitas deve ser capaz de operar em modo absoluto, diferencial ou ambos. | ||
| 28 |
Com relação ao item SISTEMAS DE AQUISIÇÃO DE DADOS, sub item Sistemas Multifrequência e Multiparamétricos, qual das seguintes opções É FALSA?
|
[PR-012] |
| a) O sistema de correntes parasitas deve ser capaz de gravar e apresentar os dados da inspeção em tempo real. | ||
| b) O sistema de correntes parasitas tem que ser capaz de detectar e registrar descontinuidades existentes apenas na superfície internas dos tubos inspecionados, inclusive sob chicanas e espelhos, e também os demais sinais produzidos por fontes tais como, chicanas, espelhos, depósitos magnéticos e/ou condutores, variações dimensionais inclusive "amassamentos" e alterações metalúrgicas, ao longo de todo o comprimento de cada tubo inspecionado. | ||
|
c) Os sistemas de correntes parasitas são compostos pelo aparelho de correntes parasitas, também denominado aparelho de ensaio, e pelas sondas internas utilizadas na inspeção.
|
||
| d) O sistema de correntes parasitas deve ser capaz de operar em modo absoluto, diferencial ou ambos. | ||
| 29 |
Com relação ao item SISTEMAS DE AQUISIÇÃO DE DADOS, sub item SISTEMA ANALÓGICO DE AQUISIÇÃO DE DADOS, sub item Aparelho de Correntes Parasitas Analógico, qual das seguintes opções É FALSA?
|
[PR-012] |
| a) A resposta de frequência na saída do aparelho deve ser constante com variação máxima de 2% da escala de fundo, desde DC até a Fmáx, onde Fmáx é igual a 10 Hz-s/in (0,4 Hz-s/mm), multiplicado pela velocidade máxima da sonda in/s (mm/s). | ||
| b) Os sinais de correntes parasitas devem ser apresentados em padrões bidimensionais através da utilização de um osciloscópio de armazenamento X-Y ou equivalente. | ||
| c) Os sinais de correntes parasitas devem ser apresentados em padrões bidimensionais através da utilização de um registro gráfico de armazenamento X-t e Y-t ou equivalente. | ||
| d) A resposta de frequência na saída do aparelho deve ser constante com variação máxima de 2% do valor de entrada, desde DC até a Fmáx, onde Fmáx é igual a 10 Hz-s/in (0,4 Hz-s/mm), multiplicado pela velocidade máxima da sonda in/s (mm/s). | ||
| 30 |
Com relação ao item SISTEMAS DE AQUISIÇÃO DE DADOS, sub item SISTEMA ANALÓGICO DE AQUISIÇÃO DE DADOS, sub sub item Gravador de Fitas Magnético, qual das seguintes opções É FALSA?
|
[PR-012] |
| a) O gravador de fitas magnético utilizado com o Instrumento de Correntes Parasitas analógico deve ser capaz de gravar e reproduzir os dados dos sinais de correntes parasitas de todas as frequências e devem possuir capacidade de registro de voz. | ||
| b) A reprodutibilidade do sinal de entrada em relação ao sinal de saída deve apresentar variação máxima de 50%. | ||
| c) A resposta de frequência do sinal de saída do gravador de fitas magnético deve ser constante com variação na faixa de 10% do sinal de entrada, desde DC até a Fmáx, onde Fmáx é igual a 10 Hz-s/in (0,4 Hz-s/mm), multiplicado pela velocidade máxima da sonda in/s (mm/s). | ||
| d) A reprodutibilidade do sinal de entrada em relação ao sinal de saída deve apresentar variação máxima de 5%. | ||
| 31 |
Com relação ao item SISTEMAS DE AQUISIÇÃO DE DADOS, sub item SISTEMA DIGITAL DE AQUISIÇÃO DE DADOS , sub sub item Aparelho de Correntes Parasitas Digital, qual das seguintes opções É FALSA?
|
[PR-012] |
| a) Na velocidade de inspeção utilizada (Vi), a taxa de amostragem do aparelho (TxA) deve resultar em uma taxa de digitalização (TxD) mínima de 30 amostras por polegada (1in = 25 mm), do tubo examinado. | ||
| b) O instrumento de correntes parasitas deve possuir uma resolução mínima de 8 bits por sinal. | ||
| c) A resposta de frequência da parte analógica do instrumento digital, deve ser constante na saída do aparelho com variação máxima de 2% da escala de fundo, desde DC até a Fmáx, onde Fmáx é igual a 10 Hz-s/in (0,4 Hz-s/mm), multiplicado pela velocidade máxima da sonda in/s (mm/s). | ||
| d) O "display" deve permitir a apresentação dos sinais em planos X-Y, representativos de planos de impedância dos sinais produzidos por todas as frequências de ensaio, e também dos sinais "mesclados". | ||
| 32 |
Com relação ao item SISTEMAS DE AQUISIÇÃO DE DADOS, sub item SISTEMA DIGITAL DE AQUISIÇÃO DE DADOS , sub sub item Aparelho de Correntes Parasitas Digital, qual das seguintes opções É FALSA?
|
[PR-012] |
| a) Os gráficos de "Lissajous" devem possuir resolução mínima de 7 bits. | ||
| b) O aparelho deve possuir capacidade de apresentação mínima de 2 gráficos, X(t) e Y(t). | ||
| c) Os gráficos devem permitir a seleção, de forma que seja apresentada a variável selecionada em função da distância percorrida, X ou Y(t). | ||
| d) Os gráficos X(t) ou Y(t) devem possuir resolução mínima de 6 bits. | ||
| 33 |
Com relação ao item SISTEMAS DE AQUISIÇÃO DE DADOS, sub item SISTEMA DIGITAL DE AQUISIÇÃO DE DADOS , sub sub item Sistema Digital de Gravação , qual das seguintes opções É FALSA?
|
[PR-012] |
| a) O sistema de gravação deve ser capaz de gravar e reproduzir todos os sinais de correntes parasitas adquiridos em quase todas as frequências de teste. | ||
| b) O sistema de gravação deve ser capaz de gravar e reproduzir todas as informações de texto. | ||
| c) O sistema de gravação deve possuir resolução mínima de 12 bits por sinal gravado. | ||
| d) O sistema de gravação deve ser capaz de gravar e reproduzir todos os sinais de correntes parasitas adquiridos em todas as frequências de teste. | ||
| 34 |
Com relação ao item CALIBRAÇÃO, sub itens Calibração dos Sistemas e Calibração dos Sistemas Digitais, qual a afirmação: "Os elementos analógicos dos sistemas digitais sevem ser
calibrados de acordo com o item Os elementos digitais não precisam ser calibrados"
|
[PR-012] |
| a) é verdadeira | ||
| b) é falsa | ||
| c) não se aplica | ||
| d) talvez se aplique a outro | ||
| 35 |
Com relação ao item Padrões de Calibração, sub item Padrões de Calibração - Requisitos Gerais ,qual das opções a seguir É FALSA?
|
[PR-012] |
| a) As calibrações para ensaio são executadas utilizando-se como referências, um tubo padrão contendo descontinuidades artificiais e um anel que simula o efeito das placas suportes ou chicanas. | ||
| b) O tubo padrão de calibração é fabricado a partir de tubos, removidos do trocador a ser inspecionado, e portanto, do mesmo material e dimensões (diâmetro e espessura) daqueles a serem ensaiados. Não podem apresentar amassamentos, abrasões ou outras distorções que originem sinais de indicações indesejáveis. | ||
| c) Quando o material de fabricação do padrão possuir tratamento térmico diferente do material dos tubos que serão examinados, este padrão poderá ser utilizado desde que os sinais produzidos pelas descontinuidades descritas abaixo sejam equivalentes aos sinais produzidos pelas descontinuidades no material dos tubos a serem examinados. | ||
| d) As descontinuidades artificiais do padrão de referência, devem ser espaçadas entre si e das extremidades do tubo de forma que possam ser diferenciadas e os sinais de cada uma não interfira com as demais. | ||
| 36 |
Com relação ao item Padrões de Calibração, sub item Padrões de Calibração - Requisitos Gerais ,qual das opções a seguir É FALSA?
|
[PR-012] |
| a) As dimensões reais de cada descontinuidade e a resposta dos sinais de correntes parasitas do equipamento aplicável devem ser registradas e se tornarem parte permanente do padrão de referência. | ||
| b) Cada padrão de referência deve ser identificado permanentemente com um código alfanumérico individual. | ||
| c) Poderão ser utilizados como alternativa aos padrões descritos nos sub itens, padrões de referência fabricados a partir de tubos de mesmo diâmetro e qualquer espessura e especificação UNS Alloy N06600. | ||
| d) As descontinuidades artificiais do padrão de referência, devem ser espaçadas entre si e das extremidades do tubo de forma que possam ser diferenciadas e os sinais de cada uma não interfira com as demais. | ||
| 37 |
Com relação ao item Padrões de Calibração, sub item Padrões para Calibração dos Canais Absolutos e Diferenciais ,qual das opções a seguir É FALSA com relação as descontinuidades artificiais necessárias de existir no padrão de calibração?
|
[PR-012] |
| a) Uma ranhura circunferencial de 360º, usinada na superfície interna do tubo, com largura de 1,6mm e profundidade equivalente a 10% da espessura do tubo. | ||
| b) Um furo passante, com diâmetro de 1,3 mm para tubos com diâmetro externo nominal igual ou menor do que 19 mm e com diâmetro de 1,7 mm para tubos com diâmetro externo nominal maior que 19 mm. | ||
| c) Um furo de fundo plano, externo, com diâmetro de 1,00mm e profundidade igual a 80% da espessura nominal do tubo. | ||
| d) Um furo de fundo plano, externo, com diâmetro de 2,80mm e profundidade igual a 60% da espessura nominal do tubo. | ||
| 38 |
Com relação ao item Padrões de Calibração, sub item Padrões para Calibração dos Canais Absolutos e Diferenciais ,qual das opções a seguir É FALSA com relação as descontinuidades artificiais necessárias de existir no padrão de calibração?
|
[PR-012] |
| a) Um furo de fundo plano, externo, com diâmetro de 4,80mm e profundidade igual a 40% da espessura nominal do tubo. | ||
| b) Um furo de fundo plano externos, com diâmetro de 4,80mm e profundidade igual a 20% da espessura nominal do tubo. | ||
| c) Uma ranhura circunferencial de 360º, usinada na superfície externa do tubo, com largura de 3,2mm e profundidade equivalente a 10% da espessura do tubo. | ||
| d) Quatro furos de fundo plano externos, com diâmetro de 4,80mm e profundidade igual a 20% da espessura nominal do tubo. | ||
| 39 |
Com relação ao item Padrões de Calibração, sub item Tubo Padrão, qual das opções a seguir É FALSA com relação as dimensões das descontinuidades artificiais necessárias de existir no padrão de calibração?
|
[REF ] |
| a) Suas dimensões medidas com instrumentos com precisão de 0,01mm. | ||
| b) A profundidade das descontinuidades usinadas tem, em seus centros, uma precisão de ± 20% da profundidade especificadas ou ±0,08mm, o que for menor. | ||
| c) Todas as outras dimensões podem ter uma precisão de pelo menos ± 0,15mm. | ||
| d) Todas as outras dimensões podem ter uma precisão de até ± 0,25mm. | ||
| 40 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub iten Configuração e ajuste do sistema com a sonda em Arranjo Diferencial e sub sub item Calibração do Canal 1 (frequência principal – F1), qual das opções a seguir é FALSA?
|
[PR-012] |
| a) Conectar ao aparelho de correntes parasitas a sonda em arranjo diferencial e habilitar a função absoluta. Os canais diferenciais devem estar habilitados. | ||
| b) Coletar os sinais das descontinuidades do padrão em modo diferencial. | ||
| c) Ajustar o controle de frequência do canal 1 (F1) do aparelho para um valor que permita obter uma diferença nos ângulos de fase de 50º a 120º entre o sinal dos quatro furos externos de 20% e o sinal do furo passante (100%), contada no sentido horário a partir deste último. | ||
| d) Ajustar o controle de ganho (sensibilidade) do aparelho de ensaio, de modo que o sinal dos quatro furos externos de 20% tenha uma amplitude pico a pico equivalente a, no mínimo, a 30% da tela. | ||
| 41 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial e sub sub item Calibração do Canal 1 (frequência principal – F1), qual das opções a seguir é falsa?
|
[REF ] |
| a) Ajustar o controle de frequência do canal 1 (F1) do aparelho para um valor que permita obter uma diferença nos ângulos de fase de 50º a 120º entre o sinal dos quatro furos externos de 20% e o sinal do furo passante (100%), contada no sentido horário a partir deste último. | ||
| b) Ajustar o controle de ganho (sensibilidade) do aparelho de ensaio, de modo que o sinal dos quatro furos externos de 30% tenha uma amplitude pico a pico equivalente a, no mínimo, a 20% da tela. | ||
| c) Ajustar o controle de rotação de fase do aparelho de ensaio de modo que o sinal devido ao movimento da sonda no interior do tubo ou o sinal do rasgo circunferencial interno de 10% de profundidade ou ambos, sejam formados ao longo do eixo horizontal da tela, com uma tolerância de ± 5º. | ||
| d) Observar que o sinal correspondente ao furo passante deve estar a 40º ± 5º do semi-eixo horizontal negativo, contado no sentido horário, formando-se inicialmente para baixo e para a direita e, em seguida, para cima e para a esquerda. | ||
| 42 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial e sub sub item Calibração do Canal 1 (frequência principal – F1), qual das opções a seguir é falsa?
|
[PR-012] |
| a) Posicionar novamente a sonda no interior do tubo padrão, numa de suas extremidades e puxá-la ao longo deste, com uma velocidade semelhante à velocidade de ensaio. | ||
| b) Registrar os sinais de todas as descontinuidades do tubo padrão, assegurando-se de que eles se apresentem claros e distinguíveis uns dos outros. | ||
| c) Colocar o anel que simula as placas suportes ou chicanas no tubo padrão e fixá-lo numa região isenta de descontinuidades. | ||
| d) Puxar a sonda de ensaio no interior do tubo, tomando todo o cuidado para não passá-la pelo anel fixado no padrão. | ||
| 43 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial e sub sub item Calibração do Canal 2, qual das opções a seguir é falsa?
|
[PR-012] |
| a) Promover o acesso dos sinais gerados pelo módulo de frequência 2 ou canal 2 à tela do osciloscópio de memória ou do monitor de vídeo. | ||
| b) Ajustar o controle de frequência do canal 2 no aparelho de ensaio para um valor F2, compreendido entre ¼ e ½ do valor de F1. | ||
| c) Ajustar o controle de ganho (sensibilidade) do canal 2 preliminarmente para um valor médio de sua escala de amplificação. | ||
| d) Posicionar o anel no tubo padrão, numa região exatamente onde se encontra uma descontinuidade. | ||
| 44 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial e sub sub item Calibração do Canal 2, qual das opções a seguir é falsa?
|
[PR-012] |
| a) Puxar a sonda de ensaio no interior do tubo, de moda a passá-la pelo anel fixado no padrão. | ||
| b) Observar o sinal devido ao anel, anotando sua amplitude, a direção e o sentido em que se forma. | ||
| c) Registrar o sinal correspondente ao anel, apenas se a amplitude do sinal for menor que a do sinal do furo passante. | ||
| d) Comparar os sinais do anel nas frequências F1 e F2, verificando as diferenças existentes entre eles, na amplitude e na fase. | ||
| 45 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial e sub sub item Calibração do Canal 2, qual das opções a seguir é verdadeira com os itens f) e g)?
f) Atuar no controle de ganho (sensibilidade) do canal 2 de modo que o sinal do anel na frequência F2 tenha uma amplitude menor do sinal do anel na frequência F1.
g) Atuar no controle de rotação de fase do canal 2, de modo que o sinal do anel na frequência F2 esteja defasado em mais que 140º em relação ao do sinal do anel, na frequência F1.
|
[PR-012] |
| a) ambos os itens estão errados | ||
| b) ambos os itens estão certos | ||
| c) o item f) está certo e o item g) está errado | ||
| d) o item f) está errado e o item g) está certo | ||
| 46 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial e sub sub item Calibração do Canal Misturador para eliminação do sinal das chicanas, qual das opções a seguir é falsa?
|
[PR-012] |
| a) Promover a mistura das frequências até que o sinal do anel se reduza a menos da metade da menor divisão da tela. | ||
| b) Colocar sonda no interior do padrão e puxá-la de uma extremidade a outra, observando se os sinais de todas as extremidades são projetadas na tela, de modo claro e distinguíveis uns dos outros. | ||
| c) Verificar se a amplitude pico a pico do sinal dos furos externos de 20% é igual ou maior do que 30% da escala horizontal. | ||
| d) Se isto não acontecer, a mixagem dos sinais se mostra impossível e não pode ser usada na inspeção objeto do procedimento. | ||
| 47 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Configuração e ajuste do sistema com a sonda em Arranjo Diferencial e sub sub item Calibração do Canal Misturador para eliminação do sinal das chicanas, qual das opções a seguir é falsa?
|
[PR-012] |
| a) Ajustar o controle de rotação de fase de modo a atender para o canal misturador ao especificado no item Calibração do Canal 2. | ||
| b) Posicionar a sonda de ensaio no interior do tubo padrão numa de suas extremidades e puxá-la ao longo deste, com uma velocidade semelhante à velocidade de ensaio, de modo a passar por todas as descontinuidades nela usinadas. | ||
| c) Registar cada um desses sinais e assegurar-se de que a presença do anel no tubo padrão, posicionado sobre cada descontinuidade ali existente, não altera os sinais dessas descontinuidades, em suas formas e amplitudes. | ||
| d) d) Promover a mistura das frequências até que o sinal do anel se reduza a menos da metade da menor divisão da tela. | ||
| 48 |
Com relação ao item Configuração e ajuste do sistema analógico com a sonda em Arranjo Absoluto, sub item Calibração do Canal 1 (frequência principal – F1), qual das opções a seguir é falsa?
|
[PR-012] |
| a) Conectar ao aparelho de correntes parasitas a sonda em arranjo absoluto. Os canais absolutos devem estar habilitados. | ||
| b) Coletar os sinais das descontinuidades do padrão em modo diferencial. | ||
| c) Ajustar a frequência no canal correspondente a frequência principal para um valor que permita obter uma diferença nos ângulos de fase de 50º a 120º entre a linha que une o ponto de origem do sinal do furo passante ao seu topo e a linha que une o ponto de origem do sinal dos quatro furos externos de 20% ao seu topo. | ||
| d) Ajustar o controle de ganho (sensibilidade) do aparelho de ensaio de modo que o sinal dos quatro furos externos de 20% tenha uma amplitude pico a pico equivalente a, no mínimo, a 30% da tela. | ||
| 49 |
Com relação ao item Configuração e ajuste do sistema analógico com a sonda em Arranjo Absoluto, sub item Calibração do Canal 1 (frequência principal – F1), qual das opções a seguir é FALSA?
|
[PR-012] |
| a) Ajustar o controle de rotação de fase do aparelho de ensaio, de modo que o sinal devido ao movimento da sonda no interior do tubo ou o sinal do rasgo circunferencial interno de 10% de profundidade ou ambos, estejam posicionados ao longo do eixo horizontal da tela com uma tolerância de ± 5º. | ||
| b) Observar que a linha que une a origem do sinal correspondente ao furo passante ao seu topo deve estar a 40º ± 5º do semi-eixo horizontal negativo. | ||
| c) Caso não seja possível atender ao item descrito na letra b), a inspeção no modo absoluto não pode ser realizada. | ||
| d) Posicionar novamente a sonda no interior do tubo padrão, numa de suas extremidades, e puxá-la ao longo deste, com uma velocidade semelhante à velocidade de ensaio. | ||
| 50 |
Com relação ao item Configuração e ajuste do sistema analógico com a sonda em Arranjo Absoluto, sub item Calibração do Canal 1 (frequência principal – F1), qual das opções a seguir é FALSA?
|
[PR-012] |
| a) Registrar os sinais de todas as descontinuidades do tubo padrão, assegurando-se de que eles se apresentem claros e distinguíveis uns dos outros. | ||
| b) Colocar o anel que simula as placas suportes ou chicanas no tubo padrão e fixá-lo numa região isenta de descontinuidades. | ||
| c) Puxar a sonda de ensaio no interior do tubo, evitando que a mesma passe pelo anel fixado no padrão. | ||
| d) Observar o sinal devido ao anel, anotando sua amplitude, a direção e o sentido em que se forma. Registrar o sinal correspondente ao anel. | ||
| 51 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Calibração do Canal 2, qual das opções a seguir é FALSA?
|
[PR-012] |
| a) Promover o acesso dos sinais gerados pelo módulo de frequência 1 ou canal 1 à tela do osciloscópio de memória ou do monitor de vídeo. | ||
| b) Ajustar o controle de frequência do canal 2 no aparelho de ensaio para um valor F2, compreendido entre ¼ e ½ do valor de F1. | ||
| c) Ajustar o controle de ganho (sensibilidade) do canal 2 preliminarmente para um valor médio de sua escala de amplificação. | ||
| d) Posicionar o anel no tubo padrão, numa região isenta de descontinuidades. Puxar a sonda de ensaio no interior do tubo, de moda a passá-la pelo anel fixado no padrão. | ||
| 52 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Calibração do Canal 2, qual das opções a seguir é FALSA?
|
[PR-012] |
| a) Observar o sinal devido ao anel, anotando sua amplitude, a direção e o sentido em que se forma. Registrar o sinal correspondente ao anel. | ||
| b) Comparar os sinais do anel nas frequências F1 e F2, verificando as diferenças existentes entre eles, apenas na amplitude do sinal. | ||
| c) Atuar no controle de ganho (sensibilidade) do canal 2 de modo que o sinal do anel na frequência F2 tenha a mesma amplitude do sinal do anel na frequência F1. | ||
| d) Atuar no controle de rotação de fase do canal 2, de modo que o sinal do anel na frequência F2 esteja defasado em mais que 140º em relação ao do sinal do anel, na frequência F1; | ||
| 53 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, sub item Calibração do Canal 2, qual das opções a seguir é FALSA?
|
[PR-012] |
| a) Promover a mistura das frequências até que o sinal do anel se reduza a menos da metade da altura total da tela. | ||
| b) Colocar sonda no interior do padrão e puxá-la de uma extremidade a outra, observando se os sinais de todas as extremidades são projetadas na tela, de modo claro e distinguível uns dos outros. | ||
| c) Verificar se a amplitude pico a pico do sinal dos furos externos de 20% é igual ou maior do que 30% da escala. | ||
| d) Se isto não acontecer, atuar nos controles do aparelho de modo a atender tal requisito. | ||
| 54 |
Com relação ao item CALIBRAÇÃO DO SISTEMA DE ENSAIO, Calibração do Canal 2, qual das opções a seguir é FALSA?
|
[ECM] |
| a) Ajustar o controle de rotação de fase de modo a atender para o canal misturador até que o sinal do anel se reduza a menos da metade da menor divisão da tela. | ||
| b) Posicionar a sonda de ensaio no interior do tubo padrão numa de suas extremidades e puxá-la ao longo deste, com uma velocidade bem maior que à velocidade de ensaio, de modo a passar por todas as descontinuidades nela usinadas. | ||
| c) Colocar sonda no interior do padrão e puxá-la de uma extremidade a outra, observando se os sinais e todas as extremidades (NI: DESCONTINUIDADES) são projetados na tela, de modo claro e distinguíveis uns dos outros. | ||
| d) Registar cada um desses sinais e assegurar-se de que a presença do anel no tubo padrão, posicionado sobre cada descontinuidade ali existente, não altera os sinais dessas descontinuidades, em suas formas e amplitudes; | ||
| 55 |
Com relação ao sub item do item FREQUÊNCIA DAS VERIFICAÇÕES DE CALIBRAÇÃO E RECALIBRAÇÃO, o texto "A calibração do sistema de ensaio é verificada quando alterados os parâmetros de calibração do aparelho ou dentro de intervalos que não excedam a quatro horas, para todos os canais utilizados no exame. A cada verificação da calibração, se ela permanece inalterada, gravam-se os sinais de todas as descontinuidades contidas no tubo padrão. Esses sinais são gravados no início e no fim do sistema de registro empregado." O texto em questão?
|
[PR-012] |
| a) Está certo | ||
| b) Está errado | ||
| c) Pode estar certo ou errado | ||
| d) Pode estar certo e errado | ||
| 56 |
Com relação ao sub item Uma nova calibração é feita sempre que:, do item FREQUÊNCIA DAS VERIFICAÇÕES DE CALIBRAÇÃO E RECALIBRAÇÃO, qual das seguintes opções É ERRADA?
|
[PR-012] |
| a) Ficar constatado, nas verificações da calibração, que a calibração primeira foi alterada. | ||
| b) Estiverem sendo reprovados ou aprovados muitos tubos sequencialmente. | ||
| c) Qualquer um dos aparelhos que integre o sistema de ensaio for desligado. | ||
| d) Houver troca de sonda. | ||
| 57 |
Com relação ao sub item do item FREQUÊNCIA DAS VERIFICAÇÕES DE CALIBRAÇÃO E RECALIBRAÇÃO, o texto "Durante a inspeção, se constatar que o sistema de ensaio está descalibrado, todos os resultados colhidos anteriormente, até a última verificação da calibração ou recalibração, serão aproveitados, continuando a coleta de resultados após uma nova calibração. " O texto em questão?
|
[PR-012] |
| a) é extremamente seguro | ||
| b) está correto | ||
| c) está errado | ||
| d) dependendo da situação pode até estar certo | ||
| 58 |
Com relação aos sub itens do item FREQUÊNCIA DAS VERIFICAÇÕES DE CALIBRAÇÃO E RECALIBRAÇÃO, tanto na calibração inicial, quanto nas calibrações subsequentes, informações mínimas como as que se seguem são registradas em folhas de calibração. Qual dos itens a seguir não precisa ser registrado?
|
[PR-012] |
| a) número da calibração ou recalibração. | ||
| b) sexo do cliente. | ||
| c) nome do cliente. | ||
| d) identificação do componente ensaiado. | ||
| e) identificação do sistema de registro. | ||
| f) frequência do ensaio: do canal 1 e do canal 2. | ||
| g) ganhos utilizados: do canal 1, do canal 2 e do canal misturador. | ||
| h) ângulos de fase: do canal 1, do canal 2 e do canal misturador. | ||
| i) identificação da sonda e do tipo de arranjo utilizado. | ||
| j) identificação do padrão utilizado. | ||
| k) local do ensaio, data e horário da calibração. | ||
|
l) nome e nível do operador/inspetor. |
||
| 59 |
Com relação ao sub item do item FREQUÊNCIA DAS VERIFICAÇÕES DE CALIBRAÇÃO E RECALIBRAÇÃO, o texto "São registrados no início de cada inspeção todos os parâmetros da calibração/recalibração
correspondente." está?
|
[PR-012] |
| a) errado | ||
| b) parcialmente errado | ||
| c) certo | ||
| d) parcialmente certo | ||
| 60 |
No item PREPARAÇÃO PARA O ENSAIO, qual das opções a seguir ESTÁ ERRADA?
|
[PR-012] |
| a) Na inspeção de tubos instalados deve ser verificada a limpeza interna destes, de modo a checar a remoção de quaisquer detritos que possam obstruir a livre passagem da sonda ou interferir nos resultados do ensaio. | ||
| b) Cada tubo é identificado por números que o localiza no equipamento, normalmente em termos de coordenada radial e axial. | ||
| c) Depois da calibração, são preparados o gráfico de profundidade da descontinuidade X ângulo de fase para as sondas em arranjos diferencial ou absoluto, um para o canal 1, outro para o canal misturado, e as outras curvas pertinentes para as demais frequências, modos de operação e canais misturados utilizados. | ||
| d) Os dados para as curvas são obtidos através dos sinais correspondentes às descontinuidades existentes no padrão, para os canais e misturadores. | ||
| 61 |
Com relação ao item EXECUÇÃO DO ENSAIO, qual dos sub itens a seguir ESTÁ ERRADO?
|
[PR-012] |
| a) Inserir a sonda no tubo a ser inspecionado e empurrá-la até a extremidade oposta, posicionando-a fora do tubo. Observar e relatar os casos de tubos obstruídos, permitindo apenas a inspeção parcial. | ||
| b) A identificação do tubo a ser ensaiado poderá opcionalmente ser registrada. | ||
| c) Movimentar a sonda no interior dos tubos, manualmente ou através de impulsionadores. | ||
| d) Observar, em qualquer dos casos que seja mantida uma velocidade constante e de valor compatível com a resposta de frequência dos equipamentos de ensaio na inspeção em execução. | ||
| 62 |
Com relação ao item 8. EXECUÇÃO DO ENSAIO, qual dos sub itens a seguir ESTÁ ERRADO?
|
[PR-012] |
| a) Acompanhar pela tela toda a movimentação da sonda, até sua retirada do tubo, no sentido de se certificar que os equipamentos estão operando adequadamente e existe alguma indicação de descontinuidade para um análise cuidadosa posteriormente. | ||
| b) Desacionar todo o sistema de ensaio. | ||
| c) Registrar os tubos ensaiados em folha própria, identificando-os por linhas, colunas e pelos equipamentos ensaiados. Usar formulário "RELATÓRIO DE ENSAIO POR CORRENTES PARASITAS", sem indicação de profundidade das descontinuidades e amplitude do sinal correspondente, a ser preenchido somente pelos candidatos a Nível 3. | ||
| d) Registrar os tubos ensaiados em folha própria, identificando-os por linhas, colunas e pelos equipamentos ensaiados. Usar formulário "RELATÓRIO DE ENSAIO POR CORRENTES PARASITAS", completo com indicação de profundidade das descontinuidades e amplitude do sinal correspondente, a ser preenchido somente pelos candidatos a Nível 2. | ||
| 63 |
Com relação ao item INTERPRETAÇÃO E AVALIAÇÃO DOS RESULTADOS, aplicável somente para a qualificação nível 2, qual dos sub itens a seguir NÃO SE APLICA?
|
[PR-012] |
| a) A análise das indicações detectadas é feita através dos sinais na forma X-Y projetados na tela, somente durante a aquisição de dados. | ||
| b) Toda e qualquer indicação detectada é analisada no sentido de se determinar se ela corresponde a uma indicação de descontinuidade ou a uma indicação falsa, tais como , presença de depósitos magnéticos e/ou condutores nas superfícies internas e externas dos tubos, variações dimensionais tais como amassamentos ou alterações de diâmetro, e variações de propriedades (condutividade e permeabilidade. | ||
| c) A profundidade das descontinuidades detectadas deverá ser registrada em termos do percentual da espessura do tubo. Descontinuidades com profundidade inferior a 20% da espessura deverão ser registradas como <20% no Relatório de Ensaio por Correntes Parasitas”. | ||
| d) Indicações "falsas" tais como aquelas produzidas por amassamentos (dentes) devem ser também registradas no “Relatório de Ensaio por Correntes Parasitas”. | ||
| 64 |
Com relação ao item INTERPRETAÇÃO E AVALIAÇÃO DOS RESULTADOS, sub item "Toda e qualquer indicação de descontinuidade detectada e considerada relevante, é analisada
quanto à:", qual, qual das opções a seguir NÃO SE APLICA?
|
[PR-012] |
| a) sua localização em relação à espessura de parede do tubo (superficial=aberta a superfície ou interna=embebida); | ||
| b) sua profundidade ou percentual de perda de espessura; | ||
| c) sua localização ao longo do comprimento do tubo, tomando-se como referência o espelho do componente ensaiado de onde a sonda é arrastada, ou chicanas; | ||
| d) sua amplitude pico a pico, em Vpp (volts pico a pico). | ||
| e) O(s) canal (ais) que indicaram e foram utilizados para dimensionamento da indicação | ||
| 65 |
Com relação ao item RELATÓRIO, qual item, a seguir, NÃO SE APLICA?
|
[PR-012] |
| a) Terminadas as etapas de coleta de dados e análise é preparado um relatório detalhado, utilizando formulários indicados nos Anexos. | ||
| b) Apenas os tubos reprovados são registrados no relatório constante do Anexo. | ||
| c) Cada registro gráfico é devidamente identificado e acompanhado de informações que identifiquem em que condições os registradores foram utilizados (escalas utilizadas, velocidade, etc.). | ||
| d) Aqueles tubos que apresentarem indicações reportáveis terão essas indicações também registradas no Croqui de Localização de Indicações do Anexo, onde as posições dessas indicações ao longo do comprimento dos tubos serão marcadas, com uma tolerância de 20 mm. | ||